


永宏PLC在LED灯管焊接机的改造
摘要:本篇主要内容介绍永宏PLC在单片机空控制的LED霓虹灯焊接机上的改造过程。 关键词:永宏 可编程控制器 LED 灯管焊接设备 Abstract::This Paper introduces FATEK PLC reform the neon light welds machine which uses SCM controlled. Key Words:FATEK PLC LED the neon light welds machine
1. 引言 当前很多简单的逻辑控制设备都采用单片来实现,但随着现场环境的日益复杂化,单片机受环境的干扰也逐渐提升,造成设备的运转不稳定。这里就以LED霓虹灯焊接机为例,焊接过程容易导致错误判断LED的好坏以及焊接质量的降低。因为霓虹灯为一串的LED串联焊接,只要有一盏LED损坏。要么花费较大的人力来返工,要么造成整条霓虹灯的报废。这里就针对该设备改造为PLC的控制。根据控制方式,主要介绍控制的重点部分内容。
2. LED焊接设备介绍 LED焊接设备的工做原理如下所释。 LED供料转盘: 有一个LED供料盘,共16个工位;震动盘提供原始焊接LED到转盘;开始有做引脚处理的工位,以及极性的调整工位。这些工位为凸轮控制。从LED检测好坏开始,由PLC来控制。PLC控制汽缸来实现动作是否执行或者关闭。LED开始的工艺如下:

由LED的判断好坏,决定工序走哪个过程。LED正常时的工序在每个工位中都有执行汽缸。在LED转盘的凸轮控制轴上安装有检测光电输入。 另外还有一个供导线的转盘,从导线进入到焊接点有14个工位,这个在初始化时,必须先裁剪好14段导线,并移位到焊接工位。在凸轮转轴上安装有计数输入开关。做移位的计数,在距离焊接工位第7个工位是做安装工字塑胶。工字塑胶主要是防止引脚接触。再移动4个工位,安装热缩管。到此处。PLC控制汽缸完毕。送工字塑胶与套管工艺如下:

原有的机械设备是采用整合的单片机控制箱控制,总共控制8个汽缸,来完成LED的检测,修脚,焊电阻,焊接导线直到封装完毕。其他单元由凸轮来控制传动。但在正控制过程中,往往会因环境的因素,干扰单片机,使得动作出现问题,从而导致产品不合格率提高。影响效率。就这里我们采用台湾永宏PLC对单片机控制进行改造。PLC的抗干扰能力比单片机好,对环境的适应能力也很好。在成本上,简单的开关量控制与单片机相差不大。同时PLC的程序编程比单片机灵活,对程序的修正等更好的做修改。
3. 永宏PLC简介与PLC选型 永宏PLC有17年的历史,在台湾由一群高级技术人员专门研制与开发。硬件上整合为一块SoC芯片,集高速计数器,高速脉冲,多通讯端口以及中断控制等为一体,是的产品的性能与稳定性在小型PLC中独立一帜。 永宏PLC主推FBs系列,有经济型FBs-MA,高功能型FBs-MC和NC定位型FBs-MN3个档次PLC。根据不同的应用场合,客户可以选择不同档次的PLC来实现设备的控制要求。 在这里我们改造的设备主要控制汽缸的打开与关闭,为简单的开关量控制。所以我们选择经济型主机。因为有8个汽缸阀门控制。输入点有启动与关闭,以及3个检测输入。所以选择FBs-24MAT机型,外部接有中间继电器。I/O配置如下表

4. PLC程序控制 4.1启动与停止控制要求。 在启动中有启动按钮X3,为常开状态,按下按钮即可启动电机。另有停止按钮X4,状态为常闭状态。同时要求停止按钮在设备停止运转时可以实现点动输入程序控制如下图。

1 通讯线接线示意图 4.2LED检测输入程序。 LED检测方式是通过机械结构来点亮LED来判断LED的好坏。这是再配合外界电子线路向PLC的X0提供一个开关信号。LED亮,有信号输入,判断为好的LED;LED不亮则判断为坏的LED。这时工作的重点是要将LED的好与坏位置记录起来,以现实下一步的动作。 如果好的LED将在下一步切脚、供助焊剂和送电阻焊接;若坏的LED则切脚等动作不动作;知道转动LED供料盘到吹废料工位时,实现吹废料。 记忆LED好坏使用对位写入指令。即若是好的LED对寄存器WM16写入1,反之则为0。因为凸轮控制在转动时要考虑其位置,根据X1的导通与关闭时序来判断。X1有导通240度角,另外120度角为关闭状态。通过上下缘来控制LED好坏置位的时间和位移的时间。程序如下:

图4.2 一般数据链路程序
在LED检测正常时,FUN41将对WM16进行置位。在电机带动下,X1来判断位置,当到X1为ON时,一个LED检测将向左一个移位。再 进行下一个LED检测。这时LED检测信号将有M16送至M17。M17的状态将有M16来决定,以此类推。因为吹废料状态正好是置位为0时才吹料。所以M21去反状态。

将以上中间继电器直接送至Y点输出,即可以实现汽缸阀门的控制。但在机械结构上要求吹废料时汽缸顶起只能保持一段时间。因为LED在一下个LED送料时要转动,此时吹料顶起汽缸要下来。经过调试,顶起吹料汽缸保持0.4秒,可以保证废料被除掉,以及LED送料转盘转动不卡住。

4.3 导线转盘的离合控制。 当检测到有坏的LED时,在吹料工位时,将吹掉废料,这时将有一个工位是空的。这时当空工位移到焊接焊接导线工位时,导线转盘必须要离合,等待下一个LED的到来,才能焊接导线以及转动开始另外的焊接工作。转盘离合控制程序如下:

M10信号来之吹废料,在有吹废料时,M10导通,这时同时对D50的第一位写入“1”,表示要离合气缸。所以在间隔一个机械工位后,若无LED,则这时离合气缸。 4.4 送工字塑胶与套管控制。 其中在导线转盘中送工字塑胶与套管的原理,重点也是要采用FUN41来记录移动工位数,开始送工字塑胶与套管,主要输入信号来自X2的计数输入;计数在14位后即送工字塑胶工位。在过4个工位位<< span="">




 投诉建议
投诉建议
提交

永宏PLC 在自动暖气片焊机上的应用
永宏PLC在制杯机取杯机械手上的应用
永宏PLC在面包切块机上的应用
永宏PLC在机器人钛管焊接上的应用
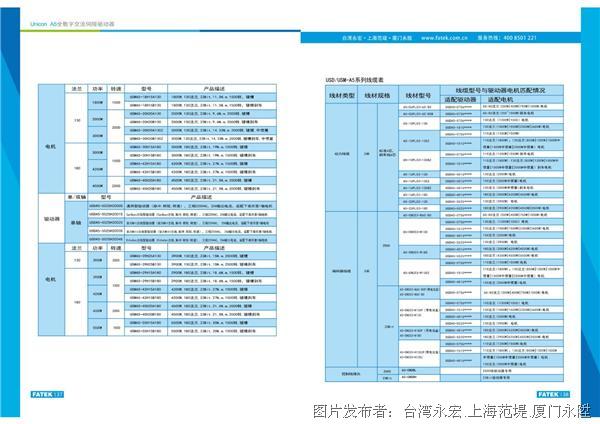
永宏Unicon A5系列伺服样本