


贝加莱控制系统在码垛机上的应用
1 引言
全自动码垛机是将纸包机或者膜包机输送来的包装产品(以下简称产品)按照用户要求的工作速度和工作方式(如每层10包,每垛5层)自动堆叠成垛(图十二),并将成垛的包装产品输送到后段的设备去,这就要求码垛机的相关运动部分层成型区(图一中的B区)和提升机(图二)以及空托盘输送机(图三)协调配合好相互的动作要求。

图一 码垛机俯视简图

图二 码垛机提升部分简图

图十二 整垛效果图

图三 码垛机三维立体简图
码垛机——不仅仅是将产品放置在货盘上 工艺要求层成型区必须根据进入该区的产品按照既定的方式进行排列组成新的垛层,升降机必须多段速度进行工作以保证码垛机码出的垛型美观、同时提高工作效率;垛盘输送位于升降机下方,工作过程中升降机将码成一垛的物料放置在垛盘输送上,垛盘输送负责将物料送出码垛机,同时将空托盘运送到升降机上,要求垛盘输送必须软启动,保证在启动过程中不会对垛盘冲击过大,造成散垛现象。
2 系统概述

图四 皮带成型区

图五贝加莱伺服控制系统
每一种控制方案的选择都是根据当时的控制需要和客户可接受的程度来开发利用的,Perseus系列的码垛机最初也不是完全使用贝加莱的伺服控制系统,当初的选择是根据成型的包装可以处理不稳定的包装物特点,所以就选择了小节距滚筒 隔板组合,这样由于位置充足,可以根据码垛排列的需要将限位隔板安装在最佳位置,入口区选用带有变频器电机根据需要调整速度。但是这种控制方式同样存在一些弱点,如成型产品更换不方便,隔板在快速撞击的时候容易变形,从而影响了系统地整体速度。在结合了这些弱点和不足,Perseus使用了更高控制要求,更精确的排列产品,更经济的控制方案贝加莱全伺服控制方式,通过驱动带摩擦的板链定位每一个产品排列位置,从而省时高效快速的完成任务。
2.1 现场总线(Profibus-DP)
西门子可编程控制器(S7-300)系统和贝加莱伺服控制(ACOPOS)系统在其中为电气控制部分的应用。图六的网络是profibus结构,B&R伺服器是其中的一个站点,通过使用8AC140.60-2卡实现相互之间的连接通讯,达到控制的目的,这是基本的框架结构。图八是双方数据交换表格,已经定义了各个数据块的意义和功能。
图六 控制系统方案简图 2.2 现场总线(CAN BUS) CAN总线具有强有力的错误检测能力及差分驱动功能,在强噪声十分苛刻的环境中仍运行良好,因此CAN总线可以很容易的适合大多数应用场合。 通过现场总线(CAN BUS)的连接,人机界面(MP277)和各个伺服控制器之间的通信变得十分可靠,尤其为伺服运动控制系统中的在线修改跟随特征参数提供了保证(图七)。 图七现场总线(CAN BUS) 图八PLC<-->B&R 双方数据交换表格 2.3 基本运动控制 贝加莱的伺服运动控制系统(ACOPOSSERVO)采用了面向对象型的控制方式。在贝加莱开发平台Automation Studio中使用高级语言(Basic或者C),只要针对一个伺服控制器创建一个运动对象(AxisObject)后,就可以利用创建的指针完成对电机不同的运动控制。 2.4 定义解释 码垛机的提升电机-由于需要在4米轨道上来回不断地上下运动,在现有的控制方式在中,我们选用ACOPOS SERVO驱动SEW异步电机的做法,同时配备了编码器做成一个简单的闭环控制系统,来有效的定位产品的高度,利用产品的高度来确定满垛盘后的总高度。考虑到产品垂直叠放过程会产生累积误差,以2.0L可乐的高度为335mm,理论上叠放5层的高度为335*5=1675mm,实际上产品与产品之间有间隙或者film层,实际高度大于1675mm考虑到这一误差垂直定位外加红外距离传感器,实时检测提升是否到位,能够保证系统定位精度。 码垛机的成型电机-关键是合理的配合每次提升需要的产品数,有效地减少在成型过程中浪费的时间。这就需要很高的动态响应,考虑到系统的动态可大概体现在两个值上:电机扭矩值和电力传输系统的转动惯量。后者包含电机和负载的惯量时间,是系统动态的重要测量部分。低惯量时间表示系统具有高动态性能。8LSA系列伺服电机可提供高动态的、精确的性能和可靠性,因此8LSA系列伺服电机便与ACOPOS驱动系统相结合,完美的实现了码垛机需要的精度,另外8LSA系列伺服电机所有与机械和电气相关的信息和数据都被存储在了用于8LSA伺服电机的编码器中。这就意味着用户不必在现场对伺服电机做任何设置。在编码器与伺服电机相连接时,电力由电气设备提供,电机可以自动识别。电机传送与其相关的参数同时限制传入伺服驱动器的参数。驱动器随后自动决定电流限制和电机优化控制所要求的电流控制参数。在电机试运转时此功能会被大量保存。这就大大节省了我们编程和调试的时间,只需要做个普通的测试按钮就可以了.同时ACOPOS伺服驱动器结构非常紧凑,由于贝加莱驱动器中集成了进线,再生扼流线圈,制动电阻,电源模块等,因此不需要起他附件配件占据电柜空间。 3 B&R全自动码垛机的控制特点//控制程序的设计 3.1主要配置 3.1.1.ACOPOS CPU模块 8AC140.60-2插入模块,CPU,兼容x86100MHzIntel,16MBDRAM,32kBSRAM,Compact-Flash,1个CAN接口,1个Profibus-DP从站接口,1个RS232接口. 3.1.2.ACOPOS编码器模块 8AC120.60-1插入模块,EnDat编码器和正弦增量编码器接口 8AC123.60-1插入模块,增量编码器和SSI绝对值编码器接口 3.1.3.ACOPOS网络模块 8AC110.60-2插入模块,CAN总线接口 3.1.4.ACOPOS伺服驱动 8V1045.00-2伺服驱动3x400-480V 4.4A 2kW,集成线路滤波器,制动电阻和安全重启抑制 8V1090.00-2伺服驱动3x400-480V 8.8A 4kW,集成线路滤波器,制动电阻和安全重启抑制 3.2ACOPOS伺服控制方式 ACOPOS的伺服控制如图九所示,大致可以分为四个部分:初始值处理、位置控制、速度控制、实际值检测。在初始处理时,根据给定的位置及最大允许速度和最大允许加速度,给出一个理想的定位过程,即得出加速、恒速、减速段,不同位置时的速度也相应得到。位置控制主要有比例调节、比例调节限制p_max、积分限制i_max和积分调节。比例调节后的值为k* ,若k* ,则v_p﹦P_max;若k* ﹤﹣p_max,则v_P=﹣p_max。同理i_max用干限制积分调节值v_i。






 投诉建议
投诉建议
提交
ACOPOS 6D-装配生产新模式
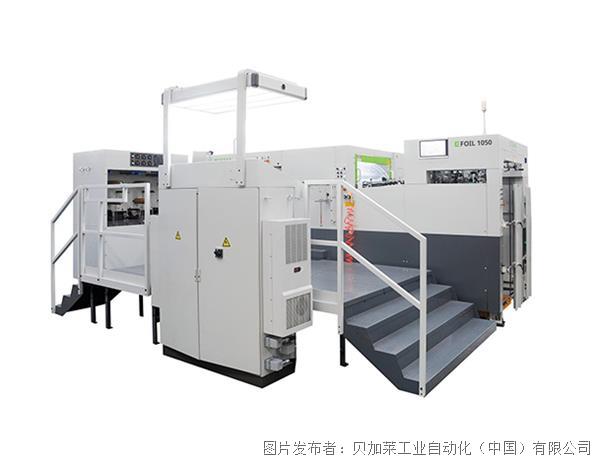
高品质烫金烫出金字招牌

机器制造商:软件视角的系统选择策略
一个软件,多种机型-称重软件整体规划提升出机效率
世界级的采煤装备-来自贝加莱的支持