


贝加莱 优化变位卷绕系统及其PCC 测控技术的研究
引言
高速卷绕机是化纤长丝高速纺丝生产装备的重要组成部分,卷绕机采用等角卷绕的方法,以很高的速度将化纤长丝卷绕成大容量的圆柱形卷装[1]。随着卷绕直径的增加,卷装上的丝层不可避免地会发生重叠,引起机器的振动。有多种控制系统可以避免重叠的发生[2~6] ,但都存在一定的不足和缺陷,最突出的间题是忽略了卷装上丝层之间丝圈分布的位置稳定性,而这正是在高速下卷绕大容量的卷装和高速下从卷装上顺利退绕的重要间题。因为丝层之间丝圈位置走动的随机性将达不到预期的防叠效果,难于获得成形良好的大卷装,而在高速退绕时丝圈容易相互纠缠,造成脱圈和断头。
为了克服上述不足和缺陷,笔者提出了一种自主创新的优化变位卷绕方法及其相应的测控系统。
1优化变位卷绕原理
卷绕时,卷绕参数之间关系如下式[1,7]

其中: 为卷绕角;H 为往复导丝动程;m 为每分钟往复导丝的次数;dK为卷绕直径;nK为卷装转速;i =nK/m,为卷绕比(即每往复导丝一次时的卷绕圈数)。等角卷绕时, 为常数,i 与dK之间成等轴双曲线关系,如图1 中的实线所示。当i 值变化到含有最简分数部分为X/l , X/2,X/3,… ,X/MR,… ,等一系列数值时(如图1 中的R 点,其中:卷绕周期MR表示每个可能发生一次重叠时间内往复导丝次数,X为与MR互质的任意整数),卷装上前后卷绕周期的丝层的丝圈将绕在同一位置上,在卷装上形成螺旋形的凸出的密集丝带,即所谓重叠。等比卷绕时i 为定值,如图l 中的点划线,只要精心选取i 就不会有重叠发生,所以又称其为精密卷绕,但因它自身固有的不足,不宜用在有高速、大卷装要求的化纤纺丝卷绕机上。

图i 一dK关系曲线图
优化变位卷绕方法把变卷绕比的等角卷绕转换成若干级等卷绕比的精密卷绕,每一级的卷绕比都经过优化选择。优化变位卷绕法将本来连续变化的卷绕比曲线变为由一系列优化选择的恒定卷绕比组成的折线,具有没有重叠、布丝均匀、丝圈稳定、排列紧密和速度波动小等特点。卷装的成形质量好、表观密度高,有利于大卷装的高速卷绕和高速退绕。图2 有是优化变位卷绕的i 一dK关系图。

图2 优化变位卷绕的i 一dK关系图
2优化变位卷绕的数学模型
在卷绕比中,最简分数部分X/MR,的分母MR表示一个卷绕周期中的丝层数量。MR愈大,可能出现重叠的时间间隔愈长,重叠的机会愈少。如MR = 5 ,则往复导丝5 次(形成5 个丝层),为一个卷绕周期。在圆柱形卷装端面上,MR值是一个卷绕周期内的折返点数。X表示同一个卷绕周期中相邻丝层的离散状况。
图3 为两种优化选择的丝圈折返点分布图例,它们的丝圈分布具有良好的离散性。为了提高卷装表观密度而又不出现重叠,绕丝间距需略大于绕在卷装上的长丝最大极限宽度,取绕间距S=k1W(其中:k1为表观密度影响系数;W为卷装上的长丝的最大极限宽度)。

图3 优化选用的丝圈折返点分布图
为了减少卷绕速度的波动量,因每分钟往复导丝次数变化引起的卷绕角 的变化应限制在微小的范围内。根据相对运动原理,在每一个卷绕周期内,每分钟往复导丝次数变化而导丝器多移或少移过一段距离,可以看作卷装多转或少转过的一段弧长,即有

其中:nR为一个卷绕周期的卷装整转数;nR/MR=iR为发生重叠时的卷绕比。
由此可求得各个优化的卷绕比iN( N=0 , 1 , 2 , … ,n)为

其中:SiR/( 2HM S ) =△iR,即为避免重叠而保持一个绕丝间距S时,卷绕比中相对重叠卷绕比iR应增减的偏离值。由图2 可见,△iR随iR值的大小而有所不同。
往复导丝机构的导丝电机转速设定值nmG=k2m (其中:k2为传动比,取决于往复导丝机构的具体结构),于是

式(4 )即为实现优化变位卷绕的数学模型,结合图2 ,可作出如图4 所示的导丝电机转速设定值nmG随卷绕直径dK变化的关系曲线图。

图4 优化变位卷绕的nmG一dK关系曲线图
3 优化变位卷绕的PCC测控系统设计
3 . 1 优化变位卷绕的实现方法
图5 为实现优化变位卷绕的机电一体化测控方案。其中,执行机构所接受的指令为导丝电机转速的实际给出值nms,它以式(4 )确定的nms 为主要依据,同时利用转速传感器检测出导丝电机实际转速nm,并与nms进行比较,将两者之间的本次偏差ei、上一次偏差ei-1、再上一次偏差ei-2通过比例积分微分(PD )算法,对式(4 )的nms进行辅助的调整和补充,使整个系统的静动态特性都有所改善。因此,导丝电机转速实时拄制时的实际给出值应为

其中:P为比例系数;I 为积分系数;D 为微分系数。

图5 优化变位卷绕系统的机电一体化测控方案
3 . 2 测控系统的硬件设计
在实施式(5 )所要求的检测计算和控制任务时,可应用可编程计算机控制器(PCC )和变频调速等测控技术进行如图6 所示的优化变位卷绕系统硬件设计。其中,PCC是整个测控系统的核心部分,它选用的是奥地利贝加莱工业自动化公司B&R 2000PCC系列中的B&R 2003PCC及其模块化扩展手段,主要由B&R2003PCC子系列中的CP474CPU主模块DI135 高速数字量输入模块、IF321 RS485 接口模块和IF311 RS232 接口模块等组成。
CP474CPU 主模块内含2003 的处理器、100kB 的SRAM 、512kB的Flash PROM 、用于CPU编程和下载程序的RS232 接口、用于联网设计的CAN 接口和4 个CP 插槽。它可固化系统程序,存储设定的卷绕速度为v,最小卷绕角分别为 ,W,k1 , k2 ,空管直径为d0,满筒直径dH和H 等生产现场工艺参数和机械参数,PD 调节的系数,中间变量等,完成有关计算等任务。插入CP474CPU主模块CP 插槽的DI135 模块,具有高速数字量输入的功能,可充分利用其内部4MHZ 高频脉冲信号高速计数器以及CP474 所特有的独立时间处理器单元(TPU)功能,通过数字滤波法实时检测nm,nK、和传动辊转速nT,从而有效地提高测速的精度。插入CP474CPU 主模块CP 插槽的IF321 模块,具有RS485 接口的功能,完成将实际应有的输出信号nmS送至导丝电机变频器FRENIC5000Gll 的RS485 接口,实现优化变位卷绕的过程控制,使导丝电机转速符合图4 所示的非线性目标函数。插入CP474CPU主模块CP 插槽的IF311 模块,具有RS232 接口的功能,用于连接HITECH PWS - 700TSTN 型触摸屏,以进行功能选择、参数设定和状态指示等有关键盘操作和信息显示。一旦完成设置任务,触摸屏亦可处于脱机状态。
3 . 3 测控系统的软件设计

图6 优化变位卷绕的PCC 测控系统硬件原理框图
图6 所示PCC 测控系统的软件部分可分为若干个模块,主要采用PCC编程软件包PG2000 所提供的PL2000 高级语言和HITECHPWS编程软件包ADP3 进行程序设计。其中的特色模块部分包括系统运行前的数据准备处理程序和系统运行后的过程控制处理程序。
图7 为准备命令处理程序流程图。它




 投诉建议
投诉建议
提交
ACOPOS 6D-装配生产新模式
高品质烫金烫出金字招牌

机器制造商:软件视角的系统选择策略
一个软件,多种机型-称重软件整体规划提升出机效率
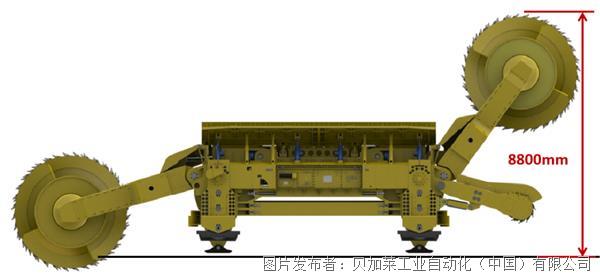
世界级的采煤装备-来自贝加莱的支持