


深川变频器与西门子S7-200通讯在同步纸机上的应用
本文介绍了西门子S7-200系列PLC与深川SVF-EV变频器之间RS-485通讯控制及数据格式,详细分析了通讯控制调速系统与一般模拟量控制调速系统相比的优越性。并给出了应用案例及其PLC程序设计的思路。
一、 引言
在造纸行业,一条同步生产线起初最早采用的控制方式是:同步控制器(如CTKT调速器) 滑差电机---同步控制器(如台达) 变频器。直到现在绝大部分普遍采用的PLC D/A模块 变频驱动最为普遍。采用D/A扩展模块控制变频器的频率时,相比而言比同步控制器要好,但同样容易受到模拟量信号的波动和因距离不一致而造成的模拟量信号衰减不一致的影响,使整个系统的工作稳定性和可靠性降低。从经济的角度来分析,当需要控制多台变频器时,如果采用D/A扩展模块,成本将大大增高。我们以六个点的系统来说明,那么至少需要一个A通道的4D/A模块和一个2通道的2D/A的模块来组成该系统。仅2个模块的价格在2500元左右。而是用S7-200系列的PLC,不但省掉了D/A模块,而且还省掉了通讯模块(三菱FX系列PLC则需要一个485BD通讯模块,价格在200元),因为S7-200的编程端口PORTO(PORT1)通过设定参数后就是一个RS-485通讯接口,而且我们还通过对输入点进行组合的方式可以节省大量PLC主机的输入点。仍以一条6点的同步纸机系统为例,仅需一台S7-200CPU224主机 6台变频器,就能达到主速升/降、各点之间的比例调节、绷紧、爬行等所有纸机的全部功能。和传统的PLC主机 D/A模块方式相比至少节约了3000元左右,同步点数越多价格相差越大、越经济。
二、系统配置(以6点同步系统说明)
本纸机同步控制系统采用一台西门子S7-200-CPU224和6台变频器,分别驱动一压榨、二压榨、一缸、二缸、三缸、切纸(卷纸)。
改造后可达到以下功能:主升/主降、急停、消除比例记忆、各点分别有比例微升/微降、绷紧、爬行。
三、程序设计要点
该系统的重点在于程序的设计编写。首先我们必须要详细了解纸机同步系统的工作原理,因此我们再编写程序时应注意以下几点:
1、速度链功能 对纸机来说,整条生产线正常运转时,由于每个点之间的机械传动比不尽相同,烘缸直径大小不同,在保证一定的线速度下,就必须导致每个点的电机转速不一样,即变频输出频率不一样。
也就是说相邻的两台电机转速存在着一定的比例关系B,我们假设主速度为N,1#-6#变频器速度为N1、N2、N3、N4、N5、N6。即:
N1=N
N2=N1*B2
N3=N2*B3= N1*B2*B3
N4=N3*B4= N1*B2*B3*B4
N5=N4*B5= N1*B2*B3*B4*B5
N6=N5*B6= N1*B2*B3*B4*B5*B6
从以上关系式我们不难看出,进行同步调试时,无论调整哪个点的比例系统均不会影响其他分部之间的同步关系,因此遵循以上原则编写出一个速度链的子程序模块。使程序变得清晰简洁。
2、跟随功能 同样按以上关系式可以看出。当按下任意一个点的“绷紧”按钮时,后面的各点自动的跟随。前面的点不变。松开“绷紧”按钮时即恢复原有的同步线速度。即“后跟前不跟”此功能主要应用在某一个环节纸松慢慢呈下垂状态时,按下此按钮,在现有的同步线速度上加上2.00-3.00Hz频率。
3、爬行功能 每个点均有(6.00-8.00Hz)。主要是检修时用。
4、记忆及消除记忆功能 每次调整后自动记忆,下次开机时就无须再调,十分方便。如整个系统调乱了,还可以消除记忆,即每个点的速度都在主速度N下运行。
5急停功能 如有异常情况按下红色蘑菇头按钮自锁,这时系统暂停封闭输出。异常解除后,松开蘑菇头按钮。系统即按刚才停机前的线速度运行。
四、通讯程序编写
SVF-EV系列变频器采用国际标准MODBUS协议,通讯格式为RTU(远程终端单元)模式,通讯数据格式如下:
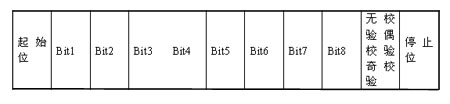
字节的组成:包括起始位、8个数据位、校验位和停止位。
起始位 Bit1 Bit2 Bit3 Bit4 Bit5 Bit6 Bit7 Bit8 无校验偶校验奇校验 停止位
协议格式解释:
起始位 即帧头以至少3.5个字节的传输时间停顿间隔作为开始,依次传输一帧数据直至结束。
Bit从机地址 变频器为从机,变频器的本机地址即为PLC通讯的从机地址,由变频器的参数设定(H-67)。
Bit2命令代码 主机发送的命令代码,对从机进行相应的操作,如03H读从机参数、06H写从机参数、08H回路自检测。
Bit3/ Bit4 数据地址高位/低位 即从机数据地址。
Bit5/ Bit6 数据地址高位/低位 即从机数据地址里面的内容。
Bit5/ Bit6 CRC校验低位/高位。
采用西门子S7-200PLC编程如下:
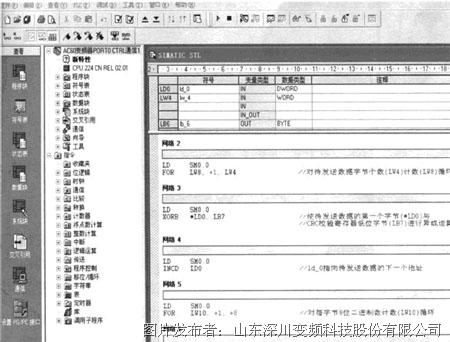
1、CRC校验子程序编写 首先将编程端口PORTO(PORT1)通过对SMB30(SMB130)设置,即偶校验(E、8、1)和波特率的值得内容。对PLC进行初始化。并编写CRC校验程序。此时的编程端口无法进行状态监控。子程序使用了多个局部变量,以方便其他子程序调用。在西门子STEP7 MicroWIN编程环境下(如图1)
2、速度链子程序 按照我们上面所述的比例关系式来设计程序。利用浮点运算处理,调节比例系数时可达到变频器的最大分辨率,即0.01Hz。
3、RS发送格式子程序以每隔30MS发送一帧数据,不断循环发送。经实践证明效果很好。
4、其他注意单位时间内的升降值(分辨率)的限幅,主机升降速度和从机升降速度一定要分为两个定时器编写。
本文介绍了西门子S7-200系列PLC与深川SVF-EV变频器之间RS-485通讯控制及数据格式,详细分析了通讯控制调速系统与一般模拟量控制调速系统相比的优越性。并给出了应用案例及其PLC程序设计的思路。
一、 引言
在造纸行业,一条同步生产线起初最早采用的控制方式是:同步控制器(如CTKT调速器) 滑差电机---同步控制器(如台达) 变频器。直到现在绝大部分普遍采用的PLC D/A模块 变频驱动最为普遍。采用D/A扩展模块控制变频器的频率时,相比而言比同步控制器要好,但同样容易受到模拟量信号的波动和因距离不一致而造成的模拟量信号衰减不一致的影响,使整个系统的工作稳定性和可靠性降低。从经济的角度来分析,当需要控制多台变频器时,如果采用D/A扩展模块,成本将大大增高。我们以六个点的系统来说明,那么至少需要一个A通道的4D/A模块和一个2通道的2D/A的模块来组成该系统。仅2个模块的价格在2500元左右。而是用S7-200系列的PLC,不但省掉了D/A模块,而且还省掉了通讯模块(三菱FX系列PLC则需要一个485BD通讯模块,价格在200元),因为S7-200的编程端口PORTO(PORT1)通过设定参数后就是一个RS-485通讯接口,而且我们还通过对输入点进行组合的方式可以节省大量PLC主机的输入点。仍以一条6点的同步纸机系统为例,仅需一台S7-200CPU224主机 6台变频器,就能达到主速升/降、各点之间的比例调节、绷紧、爬行等所有纸机的全部功能。和传统的PLC主机 D/A模块方式相比至少节约了3000元左右,同步点数越多价格相差越大、越经济。
二、系统配置(以6点同步系统说明)
本纸机同步控制系统采用一台西门子S7-200-CPU224和6台变频器,分别驱动一压榨、二压榨、一缸、二缸、三缸、切纸(卷纸)。
改造后可达到以下功能:主升/主降、急停、消除比例记忆、各点分别有比例微升/微降、绷紧、爬行。
三、程序设计要点
该系统的重点在于程序的设计编写。首先我们必须要详细了解纸机同步系统的工作原理,因此我们再编写程序时应注意以下几点:
1、速度链功能 对纸机来说,整条生产线正常运转时,由于每个点之间的机械传动比不尽相同,烘缸直径大小不同,在保证一定的线速度下,就必须导致每个点的电机转速不一样,即变频输出频率不一样。
也就是说相邻的两台电机转速存在着一定的比例关系B,我们假设主速度为N,1#-6#变频器速度为N1、N2、N3、N4、N5、N6。即:
N1=N
N2=N1*B2
N3=N2*B3= N1*B2*B3
N4=N3*B4= N1*B2*B3*B4
N5=N4*B5= N1*B2*B3*B4*B5
N6=N5*B6= N1*B2*B3*B4*B5*B6
从以上关系式我们不难看出,进行同步调试时,无论调整哪个点的比例系统均不会影响其他分部之间的同步关系,因此遵循以上原则编写出一个速度链的子程序模块。使程序变得清晰简洁。
2、跟随功能 同样按以上关系式可以看出。当按下任意一个点的“绷紧”按钮时,后面的各点自动的跟随。前面的点不变。松开“绷紧”按钮时即恢复原有的同步线速度。即“后跟前不跟”此功能主要应用在某一个环节纸松慢慢呈下垂状态时,按下此按钮,在现有的同步线速度上加上2.00-3.00Hz频率。
3、爬行功能 每个点均有(6.00-8.00Hz)。主要是检修时用。
4、记忆及消除记忆功能 每次调整后自动记忆,下次开机时就无须再调,十分方便。如整个系统调乱了,还可以消除记忆,即每个点的速度都在主速度N下运行。
5急停功能 如有异常情况按下红色蘑菇头按钮自锁,这时系统暂停封闭输出。异常解除后,松开蘑菇头按钮。系统即按刚才停机前的线速度运行。
四、通讯程序编写
SVF-EV系列变频器采用国际标准MODBUS协议,通讯格式为RTU(远程终端单元)模式,通讯数据格式如下:
字节的组成:包括起始位、8个数据位、校验位和停止位。
起始位 Bit1 Bit2 Bit3 Bit4 Bit5 Bit6 Bit7 Bit8 无校验偶校验奇校验 停止位
协议格式解释:
起始位 即帧头以至少3.5个字节的传输时间停顿间隔作为开始,依次传输一帧数据直至结束。
Bit从机地址 变频器为从机,变频器的本机地址即为PLC通讯的从机地址,由变频器的参数设定(H-67)。
Bit2命令代码 主机发送的命令代码,对从机进行相应的操作,如03H读从机参数、06H写从机参数、08H回路自检测。
Bit3/ Bit4 数据地址高位/低位 即从机数据地址。
Bit5/ Bit6 数据地址高位/低位 即从机数据地址里面的内容。
Bit5/ Bit6 CRC校验低位/高位。
采用西门子S7-200PLC编程如下:
1、CRC校验子程序编写 首先将编程端口PORTO(PORT1)通过对SMB30(SMB130)设置,即偶校验(E、8、1)和波特率的值得内容。对PLC进行初始化。并编写CRC校验程序。此时的编程端口无法进行状态监控。子程序使用了多个局部变量,以方便其他子程序调用。在西门子STEP7 MicroWIN编程环境下(如图1)
2、速度链子程序 按照我们上面所述的比例关系式来设计程序。利用浮点运算处理,调节比例系数时可达到变频器的最大分辨率,即0.01Hz。
3、RS发送格式子程序以每隔30MS发送一帧数据,不断循环发送。经实践证明效果很好。
4、其他注意单位时间内的升降值(分辨率)的限幅,主机升降速度和从机升降速度一定要分为两个定时器编写。

5、见上图所示,在输入点采用了组合方式输入,节约了大量的输入点,有效降低了成本。
五、结束语
采用PLC同变频器通讯,很容易实现多变频器之间的同步和比例联动运行。该系统具有成本低、信号精度高(可达变频器最高分辨率)、传输距离远、抗干扰性强等特点。我们以这种方式做了几百套控制系统,用户反映非常好。具有接线简单,控制精度高,成本低等特点,特别适合对多台变频器的同步、比例联动以及对变频器频率精度要求比较高的场合。




 投诉建议
投诉建议
提交

SJR5-X系列智能型电机软启动器产品批量生产
深川 BXQ51防爆动力(电磁)配电箱

热烈庆祝深川630KW变频器在高压泵测试设备应用成功

深川软起动器一拖三在风机或水泵上的应用

深川股份2015年第二次临时股东大会顺利召开