


安川变频器在金属拉丝机上的应用
安川变频器在金属拉丝机上的应用
摘要:金属拉丝机主要应用在对铜丝、铝丝、不锈钢丝等金属线缆材料的加工,属线缆制造行业极为重要的加工设备。随着变频调速技术的不断发展,变频调速器已经被广泛应用在拉丝机行业,承担着拉丝调速、张力卷取、多级同步控制等环节,变频器的应用,大大提高了拉丝机的自动化水平与加工能力、有效降低了设备的单位能耗与维护成本,得到了行业的广泛认同。 安川变频器用在拉丝机行业已经有很长的历史,性价比高,稳定性强是该行业对安川产品的美誉。本文主要讲解安川变频器在传统水箱式拉丝中的应用方式,以及讲述一种新的应用方式在该行业现场的应用。
关键词:安川变频器,PID,脉冲偏置,模拟量叠加
Abstract: Metalwire drawing machine is mainly applied on copper, aluminum, stainless steelwire and other metal wire materials processing, cable manufacturing industry isextremely important processing equipment. With frequency control technologycontinues to evolve, the inverter has been widely used in wire drawing machineindustry, bear drawing speed, tension reel, multi-level synchronization controland other aspects of the application of the drive, greatly improving the wiredrawing machine the level of automation and processing capabilities,effectively reducing energy consumption per unit of equipment and maintenancecosts, has been widely recognized by the industry. Yaskawa used in wire drawingmachine industry has a long history, cost-effective, strong stability is theindustry's reputation for Yaskawa products. This article explains Yaskawatraditional tank type wire drawing application, as well as about the way a newapplication field of application in the industry.
Key word: Yaskawa Inverter,PID, pulse bias, analog overlay
引言:拉丝机是在工业应用中使用很广泛的机械设备,广泛应用于机械制造,五金加工,石油化工,塑料,竹木制品,电线电缆等行业。 拉丝机按其用途可分为金属拉丝机、塑料拉丝机、竹木拉丝机等。金属拉丝机行业又名牵伸机,从产品终端来说,拉丝机可分为大拉机,中拉机,小拉机和微拉机,从内部控制方式和机械结构来说拉丝机有水箱式拉丝机、直进式拉丝机、滑轮式拉丝机等,水箱式拉丝机拉拔丝成品直径范围在0.1~1.2MM之间,工作特性为滑动式拉丝,多道次拉拔。其主电气传动部分由牵伸电机、收线电机、排线电机组成。设备其它辅助部分有摆杆(张力架)、定位轮、分线轮、往复排线杆等组成。牵伸电机驱动伸线轮运转,四级伸线轮经皮带联动,实现金属拉伸,收线电机实现收卷,下面以水箱式小拉丝机为例说明设备概况及功能:
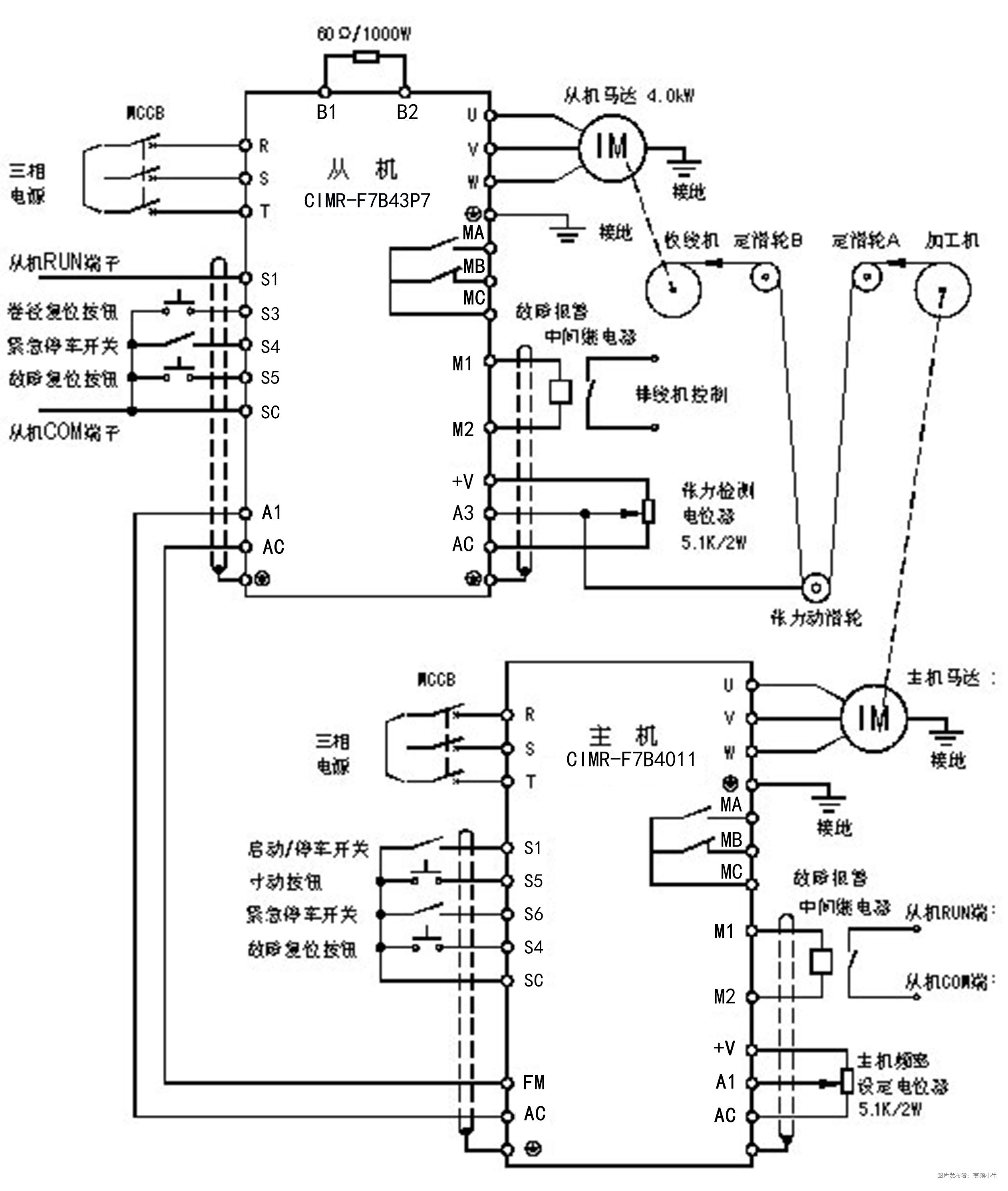
水箱式小拉丝机采用卧式设计,由一个主电机通过平皮带传动于4条塔轮主轴及引取轴上;收线轴由独立三相交流电机驱动,实现双变频同步拉伸及收卷的原理。圆铜线经过放线架进入拉伸室,通过塔轮、拉丝模具进行拉伸。拉伸时,线材和模具的冷却方式是采用喷淋式。铜线依次经过引取轮、计数导轮、张力摇杆导轮、过线导轮、排线导轮,进入收线盘。收线张力的控制是由张力摇杆提供偏差信号,收线变频器通过PID控制实现双变频同步收线。电气控制系统通过PID功能,保证了正常启停及停机后再启动无需人工辅助都能平稳加速运行。具有设定数值到达自动停机、急停刹车、断线急停及故障保护急停等功能。生产速度的调节是由拉丝变频器和收线变频器实现无级调速的。排线系统是采用丝杆滑轨式排线,同步电机正反转驱动。;卷取部份的刹车系统是采用失电气动刹车,当运行时发生断线或操作急停时,马上执行紧急停车,迅速灵敏地及时制动线盘,避免被线材打伤并确保了安全操作,其原理图如下所示:

从上图我们可以看出,水箱式拉丝机主要分为三个部分:分别是放线,拉丝和收线,三个部分其主要构成如下:
放线部分:放线使用11KW电机,采用11KW变频器拖动,速度采用外部操作盘电位器给定变频器主速,为了得到平缓的速度控制,加减速度时间一般都设置在120秒左右,对速度精度没有太高的要求。
拉丝部分:拉丝环节为拉丝机最重要的工作环节,主要是由塔轮缠绕铜丝或铝丝做伸线拉拔,通过增加眼模数可以缩小金属丝的直径,得到拉丝把大线拉成小线的效果。
收线部分:收线是拉线机最复杂的工作环节,收线的速度决定了整台机械的生产效率,收线电机采用4KW电机,使用3.7KW变频器,变频器通过张力杆的波动调节实时运行速度,以保证其工作稳定性,无论在起动,运行和停止时刻,张力摆杆摆幅太大都会导致拉断丝的状况出现。
拉丝机使用安川变频器接线如下图所示:
使用安川F7变频器参数如下所示
| 放线变频器 | 收线变频器 | ||
| A1-02=0 | E2-08=0.74 | A1-02=0 | H1-04=F |
| B1-04=1 | H1-02=14 | B5-01=3 | H1-06=3 |
| C1-01=120 | H1-03=12 | B5-02=0.11 | H2-01=16 |
| C1-02=120 | H1-04=8 | B5-03=1.5 | H3-08=0 |
| D1-17=5 | H2-01=16 | B5-05=0.81 | H3-09=B |
| D2-01=89 | H4-02=85 | B5-08=0.02 | H6-01=2 |
| E1-04=85 | H4-03=-1.1 | B5-10=0.5 | H6-04=48.1 |
| E1-05=380 | H4-04=102 | C1-01=1 | L4-03=8 |
| E1-08=25.1 | H4-05=100 | C1-02=1 | L4-04=6 |
| E1-10=4.6 | L4-03=6 | E1-04=70 | O2-01=0 |
| E1-13=380 | L4-04=3 | E2-01=8.8 | O2-02=0 |
| E2-01=22.3 | O2-01=0 | E2-03=2.33 |
|
| E2-02=0.98 | O2-02=0 | E2-05=2.654 |
|
| E2-03=9.4 |
| E2-11=4 |
|
| E2-05=0.542 |
| H1-01=14 |
|
| E2-06=17.7 |
| H1-02=8 |
|
| E2-07=0.48 |
| H1-03=26 |
|
参数调试前,我们必须校验张力摆杆中位值,摆杆反馈信号是从A3端口输入,因此我们需要监视U1-17的信号值,同时为了减少误差,让最低点位于4%幅度左右,然后读取摆杆摆到中间点位置的百分比作为目标值。
拉丝机的难点在于收线变频器的参数调节,收线变频器调节效果的好坏直接关系到收线最大速度和系统稳定性,变频器的调节主要在于PID调节的好坏,在拉丝机应用的PID场合下,由于系统的不稳定性,我们会使用到P、I和D,通过观察摆杆的运动状况调节变频器的PID参数,传统技巧性的方法如下:第一步,把比例增益P预置到最小,而把积分时间I预置到较大,比如说5秒左右;第二步,逐渐加大P,一直到系统发生震荡,然后将P值取其一半;第三步逐渐减少I,一直到系统发生振荡,然后将I的当前值增加50%,这样调节出来的PI值会比较准,而D值可观察起动时摆杆的晃动,如晃动太大适当加大D值即可。当然也可以采用经验值,设定固定的PID参数值,再观察摆杆状况调节参数,如果响应性不足的情况下,可加大P,减少I,如果在加减速度过程中响应性不足还可以减少D,如果摆杆在高速运行状态中呈周期性往复运动一般是I较大,可减少I或适当延长D。
由参数表可以看出,安川F7是采用脉冲口频率偏置来实现目标值的定义,而本身的脉冲口并不使用,只是将端口定义为PID的目标值即可。PID使用过程中采用频率指令加PID输出,对偏差进行微分控制,可以得到很好的效果,摆杆无论在起动,恒速和减速状态下波动都很小,实现平稳收线的动作。
随着安川产品的升级,原有的7系列产品现在已经升级到1000系列,可使用V1000或者A1000,在1000系列产品已经可以在PID参数项中直接设定目标值了,因此不用脉冲口偏置来实现PID的目标值,这样就更能理解其PID的使用方式。在小拉机中,由于电机功率为4KW和11KW,都在V1000产品的功率范围内,因此V1000产品用在拉丝机上的性价比更高,同时各个功能和性能也能可以满足。下表为使用V1000用作拉丝机的参数设置:
| 放线变频器 | 收线变频器 | ||
| A1-02=0 | E2-08=0.74 | A1-02=0 |
|
| B1-04=1 | H1-04=14 | B1-04=1 |
|
| C1-01=120 | H1-05=12 | B5-01=3 | E2-06=19.3 |
| C1-02=120 | H1-06=8 | B5-02=0.19 | E2-11=4 |
| D1-17=5 | H2-01=16 | B5-03=1 | H1-03=14 |
| D2-01=89 | H4-02=85 | B5-17=10 | H1-04=8 |
| E1-04=85 | H4-03=-1.1 | B5-18=1 | H1-05=26 |
| E1-05=380 | H4-04=102 | B5-19=48.1 | H1-06=F |
| E1-08=25.1 | H4-05=100 | C1-01=1 | H1-07=F |
| E1-10=4.6 | L4-03=6 | C1-02=1 | H2-01=16 |
| E1-13=380 | L4-04=3 | E1-04=70 | H3-09=0 |
| E2-01=22.3 | O2-01=0 | E1-05=380 | H3-10=B |
| E2-02=0.98 | O2-02=0 | E1-06=50 | L3-01=0 |
| E2-03=9.4 |
| E2-01=8.8 | L3-04=0 |
| E2-05=0.542 |
| E2-02=1.68 | L4-03=8 |
| E2-06=17.7 |
| E2-03=2.33 | L4-06=6 |
| E2-07=0.48 |
| E2-05=2.656 | O2-02=0 |
拉丝机收线的结构决定了其使用摆杆校正的方式,而对于变频器来说会自然而然使用到PID功能,然而有个别的拉丝机拉线线材韧性较强,可以采用模拟量叠加方式来代替PID的功能。而采用模拟量叠加的方式最重要的是要调整张力电位器,张力摆杆接-10~10V信号,让摆杆中位值为0V,因为摆杆的最高位和最低位电压不同,因此需使用到模拟量偏置,使摆杆上下波动呈线性变化。
收线变频器参数设置如下:
| 收线变频器参数 | |
| A1-02=2 | H1-07=12 |
| B1-04=1 | H3-05=1 |
| B2-04=0 | H3-06=0 |
| C1-01=0.5 | H3-07=200 |
| C1-02=0.5 | H3-08=10 |
| E1-04=70 |
|
以上参数测试在实际运行中效果良好,无论在加速,匀速或减速过程中摆杆摆动幅度均很小,得到客户的好评。




 投诉建议
投诉建议
提交

安川变频器在大理石排据的新应用