


台达机电产品在晶体切断机上的应用
1 前言
随着中国光伏电池产量的高速增长,晶体硅的的生产及其加工设备也得到了迅猛发展。晶体硅的生产和加工工艺主要:生长,切断,外径滚磨,平边,切片,倒角,研磨,等等。其中切断的目的是切除单晶硅棒的头部、尾部及超出客户规格的部分,将单晶硅棒分成切片设备可以处理的长度。台达机电产品在单晶硅生产及其加工设备领域有着广泛的应用。本文以单晶硅棒切割机的工作原理和结构特点为基础并结合台达机电产品,对切断机的控制系统的设计和实施进行了简要介绍。
2 晶体切断机介绍
该设备为晶体切断专用设备,适用于单晶硅棒和多晶硅棒坯料去头尾、切段等工作。其主要工艺流程为:调整锯条张力,夹紧棒料,设定切割参数,启动锯条,手轮推进,自动推进,切割完毕。其中在自动切割状态下,由于晶体硅棒表皮较硬材料特性,需采用慢入慢出的切割工艺。速度曲线如图1。
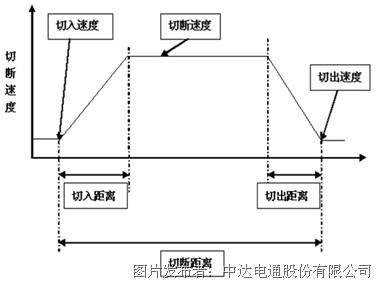
图1 速度曲线图
3 控制构架
根据上述控制工艺,系统控制主要电气元件如表1。
表1 系统空竹的主要电气元件

系统控制如图2。
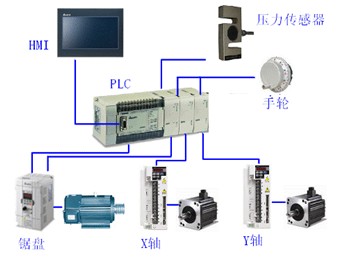
图2 系统控制图
4 程序说明
该方案中程序主要分为以下几部分:手动及手轮操控,自动操控,回原点功能,张力控制,故障报警等。下面就几个主要功能进行说明。
4.1在点动画面功能
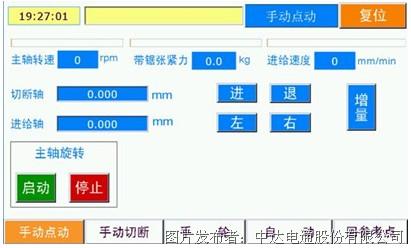
图3 点动画面功能界面图
点“主轴转速设定”,用户可设定主轴转速,设定范围0~900r/min;“涨紧力显示”,用户可根据此数值确定张紧力数值,以便用户调整带锯条;点击“进”“退”,切断轴运动,点“前”“后”,进料轴运动,其运动速度由“进给速度”设定;“增量方式”以“增量距离”设定值进给,当选中“增量方式”时,各轴的“进”“退”“前”“后”,各轴以进给速度,按照“增量距离”设定的距离运动;“主轴旋转”点“启”则主轴旋转,“停”则主轴停止。
4.2在手动切断画面功能
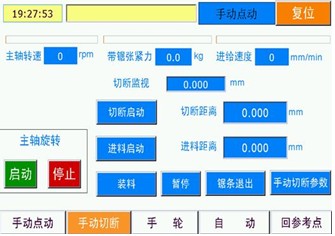
图4 手动切断画面功能界面
用户将晶棒安装好,将机床各个轴移动到切断起点;在“切断距离设定”中设定切断距离,切断速度在“手动参数”中设定;点击“手动切断”,主轴按照“主轴转速设定”中的值旋转,当主轴转速达到设定时,切断轴由当前点开始切断,进料轴不移动;点“暂停”,切断轴进给保持,但主轴不停;中途中想终止“手动切断”时,请先点击“暂停”,然后点“锯条退出”有效,点“锯条退出”,切断轴后退,锯条退出时主轴不停;当切断完成时请点击“复位”,但主轴旋转不停;停止主轴旋转必须点主轴“停”键。
4.3手轮画面功能

图5 手轮画面功能界面
点“进料轴”和“切断轴”进行轴选择,用户想移动那轴,即选择那轴;在手轮单位中,用户可选择手轮每刻度的单位,单位选择的越大移动速度越快。
4.4自动切断画面
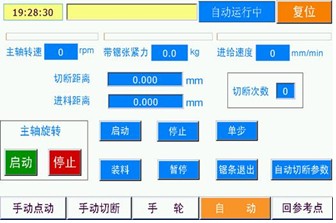
图6 自动切断画面
首先在 “自动参数设定”中设定好自动加工的其它参数,即可执行自动切断加工。点“开始”,开始执行自动切断程序;“暂停”:在自动切断过程中,中断加工,用以观察加工情况,再次点击“暂停”继续执行加工程序;“停止”:终断加工程序,但主轴不停,必须按“主轴停止”主轴方可停止;“单步”:自动加工时选择单步,即分步执行加工程序,加工程序每步执行完成后暂停,再点击“开始”执行下一步加工程序;“锯条退出”:与手动中的“锯条退出”功能相同,即点击“暂停”,再点击“锯条退出”锯条退出;“主轴停止”:主轴停止旋转。
4.5部分PLC 程序
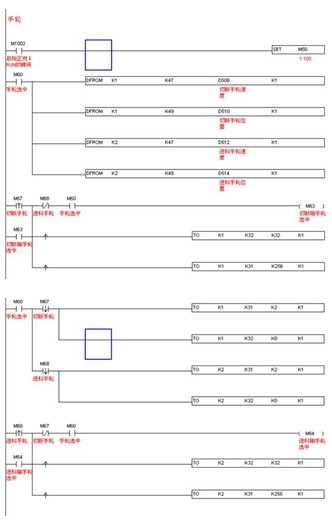
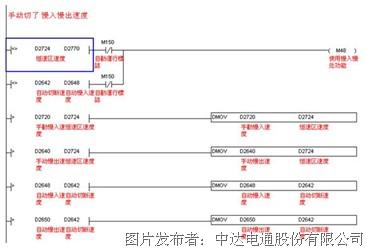
图7 部分程序图
5 结束语
随着国家对清洁能源的大力推广,光伏产业必将迅猛发展,同时必将带动单晶硅的生产机加工设备的发展。台达机电将会依托完整的产品线,提供更加完善的整体控制方案,为该行业的发展贡献自己的力量。使用台达机电控制方案的单晶硅切断机已经投入使用,该系统控制精度高、操作简单,提高了其工作效率,得到了工作人员的好评。
作者简介:
刘红峰,生于1980年12月,毕业于河北科技大学,电气工程及其自动化专业。现任中达电通股份有限公司北京分公司应用工程师。主要工作是熟识各产品及其应用,为客户提供产品的技术支持及整体解决方案。




 投诉建议
投诉建议
提交

追“光”而行 台达邀您共赴上海光伏展之约

台达“解密Cloud to Edge AI” 于COMPUTEX 2024展出驱动AI技术

台达参编中国企业可持续发展报告指南6.0 助力高质量ESG信息披露 共创低碳可持续未来

再获嘉奖 台达收获“中国自动化产业年会”三大奖项

夯实智造升级基础:设备联网 信息通畅