


马钢H型钢新线轧机区TMEIC自动化系统总体配置
1. 前言
马鞍山钢铁股份有限公司H型钢厂新线是一条轧制400X200以下中小规格H型钢生产线,该生产线机械设备由意大利DANIELI公司提供,全套自动化控制设备从TMEIC公司引进,这是一家东芝和三菱电机的合资公司,总部设在日本东京。整套系统总体设计、控制系统设计、应用软件、HMI系统和自动化二级均为TMEIC美国公司提供,HMI系统为Intellution公司的iFIX(3.5)。硬件设备即PLC控制系统、传动控制系统、电机均为TMEIC公司产品,PLC系统为V系列3000,主传动控制系统为TMdrive-30,辅传动控制系统为TMdrive-10。
该生产线总体上分为加热炉区、轧机区、冷床矫直区、冷锯区、堆垛发货区,由5个操作台操作各自区域的设备,其自动化控制系统通过以太网与整个系统相连。
2. 轧机区自动化系统总体配置
全厂整套网络由用于连接L1级(现场控制层)、L2级(过程监控层)、L3级(生产管理层)自动化系统,V-系列PLC,HMI系统的监控级工业以太网,用于各PLC系统间高速通讯的基础控制级TC-net网,用于PLC和传动系统间通讯的Tosline总线,及连接现场远程I/O的Profibus-DP总线组成,(我们有时也将最底层传动级称之为L0级,HMI系统称之为L1.5级,介于L1级和L2级之间,公司最高级称之为L4级)。本文从系统网络角度来说明轧机区自动化系统的总体配置。iFIX和PLC间通信基于以太网TCP/IP标准协议。全线二级系统结构构成如图1。 2.1 现场控制
2.1 现场控制
2.1.1 一级系统硬件介绍
轧机区主要工艺设备包括1台除鳞机、3台夹送辊、5台粗轧机组、1台火焰切割机、10台中精轧机组、1台曲柄式飞剪,钢坯从加热炉出来后,一次道次轧制成型。
一级为现场控制层,对现场电、液、气的执行对象及传动系统进行控制,V系列-3000(Model 3000)是东芝公司的大型PLC系统。图2为轧机区东芝集成控制器配置。

PLCA为轧机区东芝集成控制器,PLCB为其它区域的东芝集成控制器,通过TC-net局域网连接。PLCA带有两个扩展机架,输入外部联锁信号,TMd-10传动系列通过Tos-line与之通信。
主机架配置:机架型号BU74A,11插槽,4对扩展单元接口模板和CPU处理器模板,其中6个插槽带站总线(with station bus),2#、3#插槽固定,分别插TC-net控制总线接口模板和以太网接口模板; PS791S为主机架电源模板,IF721为扩展机架接口模板(对应模板IF351),2通道,每通道最多带7个扩展单元;R3PU45为远程控制CPU模板,用于控制远程信号,两块该模块,一块专用于主轧机系统,一块用于辅助设备;S3PU55为顺序控制CPU模板,用户程序在此模板中进行运算处理;EN751以太网接口模板,用于PLC与HMI、V-Tool间通讯;C3PU35为计算机CPU模板,完成各类系统服务器间基于EGD(Ethernet Global Data)以太网全局数据处理通信,EGD协议是美国GE公司基于以太网技术的数据交换协议,它以数据报文形式在一个发送者和多个发送者之间实现1400B数据高速传送,数据发送时间间隔短,安全性强,不易丢失,各站为双向角色,既是服务器也是客户端;TN721为TC-net接口模板将各PLC系统及ODG(Online Data Gathering)在线数据监控系统连成局域网,用于各PLC间通讯; FA714为风扇单元。扩展机架配置:扩展机架型号BU35B,PS361为扩展机架电源模板,所有传动信息及现场位置传感器信息均通过接口模板进入扩展单元,再进入PLC系统;SN322为Tosline接口模板,用于PLC与传动间通讯;PF311为Profibus 接口模板,用于PLC与高速远程I/O间通讯。Profibus是Siemens公司开发并通过德国工业标准(DIN19245),欧洲标准(EN50170)和国际标准(IEC-61158),PF311支持Profibus-DP网。对H型钢生产线上关键设备飞剪系统而言,为保证系统的快速响应性,飞剪信号不通过Profibus-DP网,而是直接到PLC系统,故其配置与其它扩展机架不同,主机架中的S3PU55—CSHR专为飞剪准备;SN322H—Tosline接口模板,用于飞剪的主传动;SN322用于飞剪前夹送辊;PI314脉冲模板模板用于飞剪剪刃位置;CD332带硬件输入点进行中断,属于高速中断数字量输入/输出模板,响应很快,可检测到外界信号的高速变化;DI334/DO334为标准数字量输入/输出模板。
2.1.2 一级系统软件介绍
V系列PLC系统在V-Tool软件包运行基础上完成模板组态,它采用3种语言编程,遵循IEC标准:梯形图(LD)、功能块(FBD)以及顺序块(SFC)。基本参数变量解释如下:task指用户所编写的程序;Local variables指在本task中使用变量;Station(Global) variables指在同一站里的CPU中task通用变量;Controller(Global)variables指在某一CPU模块中通用变量;I/Ovariables指在同一站内通用变量,在多CPU系统中,对于输出点必须定义到具体的CPU模板;System Global (Network)variables指TC-net局域网站中所有CPU中task通用变量。
task扫描时间可分设定参数扫描(constant scan)和动态扫描(floating scan)两种。设定参数扫描指事先设定好扫描时间,恒定扫描由用户设定扫描时间,动态扫描取决程序实际执行时间。
2.2 过程监控
整套网络系统服务器使用较多,均为对实时性和可靠性要求很高的子系统:L2级系统1台服务器,1台HMI计算机作为服务器的客户终端,在运行ORACLE大型数据库的基础上对数据进行处理;iFIX系统1台服务器,各操作台HMI计算机作为iFIX系统的客户端;ODG系统1台,用于实时采集现场各类数据,进行实时在线跟踪;PLC系统6台,主要起管理作用。
L2级为过程监控层,由工业控制计算机和iFIX系统,TC-net局域网等组成工业以太网,工控机利用iFIX组态软件通过PLC系统完成对现场设备的监控,iFIX数据点管理独立于画面运行,数据点设定后立即反映现场状态。L1级将从现场采集的数据送到计算机室,在SQL server数据库对数据进行计算,并显示动态参数,报警,数据存储,同时对数据进行保存。iFIX针对工业应用的所有硬件基本上都有接口,是专业从事监控软件的公司,现场实用性强,稳定性好。其通信设计方便,与PLC间基于TCP/IP协议进行通讯。其L2级还提供给L1级轧机Setup数据,轧辊轴承座数据,锯片管理数据,以及有关对数据处理的收集、存档、分类等。L2级系统ORACLE数据库专门有一部分用于iFIX服务器,对L2级的操作通过1台HMI计算机来完成。
操作台HMI为iFIX的客户端,操作工在HMI上对生产设备进行操作,其指令通过PLC系统,在PLC系统内部经过逻辑运算后,发出控制指令给传动,传动实际运行数据再返回给PLC。传动级自身就是1套网络体系,其通讯通过Tosline-S20总线与PLC进行传递。PLC系统从传动及现场收集到的实际数据通常存储在iFIX系统的SQL server数据库中,L2级系统再从该数据库中提取数据进行运算处理。在L2级系统发生故障时,操作工可从该数据库直接提取轧制图表等参数送入PLC控制系统中,而不会相互冲突。这是我们这套网络系统最显著的特点。
2.3 生产管理
第L3级为生产管理层,在厂级层面上对进行产品全面跟踪,包括产品分类并对客户订单和销售进行跟踪,对产品编制生产计划,对原料及成品的库存进行盘点,对产品成本进行测算,对厂级间的能源平衡进行调度,对配件进行管理等等。采用TCP/IP协议,可对ORACLE数据库数据进行修改,已达到根据市场变化适时更改的目的。
3. 传动控制
该生产线15台轧机分粗轧机组5台和中精轧机组10台轧机,其中,2台立辊轧机和2台轧边机功率600kw ,其它11台轧机功率1300kw,主电机为交流异步电机,电机最高转速为2000rpm。辅传动电机,如飞剪2台主电机、夹送辊3台电机等等均为TMEIC公司产品。主传动系统为东芝三菱的TMdrive-30,辅传动控制系统为TMdrive-10,两种均为PWM控制的交直交变频矢量控制系统,功率元件采用绝缘栅双极晶体管(IGBT)。
主传动选用了两种容量的逆变器柜。
FRAME2000,输入参数:1800Vdc,960Amps;输出参数:1250Vac, 924Amps, 过负荷指标:150%-60s;用于1300kw的交流电机。
FRAME1500,输入参数:1800Vdc, 720Amps;输出参数:1250Vac, 693Amps, 过负荷指标:150%-60s;用于600kw的交流电机。
辅传动逆变器柜类型较多,125KVA以下为抽屉式,有8、15、25、45、75、125KVA6种规格,根据每组辊道数的差异来选用不同容量控制系统,用于轧机区夹送辊及所有辊道的变频控制;125KVA以上为柜式结构,用于飞剪的2台主电机。
逆变器的传动矢量控制组成:速度给定环节、速度调节器、D/Q轴电流调节器、磁通调节器、电压调节器、PWM控制器等组成。主板在矢量控制系统完成IGBT触发信号后,把触发脉冲传送到逆变器,控制IGBT导通和关断,得到所需电机近似于正弦波的输入电压和频率,进而调节电机转速。图3为矢量结构图。
~04$TY`V)A.png")
PLC和传动系统间通讯是Tosline总线,属于串行通讯。ASC是一种星型耦合器,1台星型耦合器最多可连接8台逆变器。对本系统,1台主轧机对应1台ASC,通过PLC系统SN322接口模板,与PLC控制器进行数据交换。Tosline-S20是具有2Mbit/s传送速度的高速光纤数据通信装置,通过它可与上位控制系统连接。光纤通信是一种无电磁干扰高质量的通信方式,与PLC及其它传动装置,可实现最快1ms扫描通信。
4. 结论
TMEIC自动化控制系统包括传动系统在完成调试投入生产以来,通过几年来的运行表明,该系统稳定可靠,故障率很低,各项性能指标均达到设计要求。
转载自:《冶金自动化》2014年8月增刊




 投诉建议
投诉建议
提交
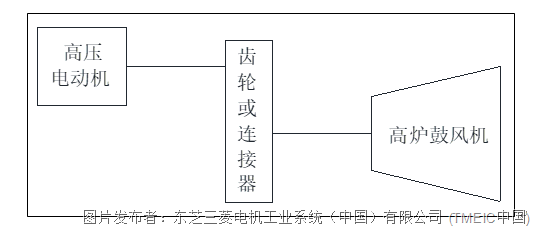
电压源型高压变频器兼容电流源型变频器高炉鼓风机电动机软起动改造方案

TMEIC中国:深耕传统行业,进取脱碳、环保和可再生能源产业

东芝三菱TMEIC 大容量、超高速的同步电机
东芝三菱TMEIC定制设计的感应电机

东芝三菱TMEIC 21-VLL系列电机