


五轴加工中心的主轴装配技术解析
1 介绍主轴工作原理 在机械制造中,主轴作为机床的重要部件,其工作原理如下:在生产加工中,由主轴系统振动产生位移,机床主轴转速越高,切削深度越大。主轴由箱体、电主轴架、电主轴套以及心轴、轴承等五部分构成,主轴系统箱体部分同立柱通过滑动导轨连接,并通过机床电机,经过其主轴中间的变速,到达相应的传动装置后,就可驱动主轴进行旋转,从而为机床切削机械零件提供需要的动力。 2 浅析五轴加工中心配置标准 装配中,应该满足以下要求的数控系统标准配置为FIDIAC10,并且在针对其自动换刀装置中,在装配自动换刀装置时,还需要将其“隐藏”在机床的后部,需要使其与机床加工区域相互隔开,使主轴操作人员通过自动不锈钢门后,在机床右侧门进行相应的操作。其具体装配示意图如图1所示。
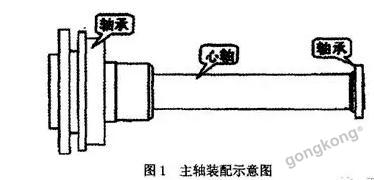
同时,在主轴装配中,还应该具有排屑器、液压和气动系统、刀具冷却以及电柜等设备,使液压和气动控制板装在位于机床右侧的整体柜内,通过一个油气系统实现冷却,并且还应该在电柜中装有空调设备保护电器元件,保证稳定的温度和湿度。五轴加工中心主轴装配中,对顶线性行程:X轴650毫米,Y轴560毫米,Z轴450毫米,A轴±120°,C轴为360°。主电机功率为29/32千瓦、主轴ZF最高转速为24000r/min,主轴定位精度可以达到(ISO230-Ⅱ全长,X/Y/Z)0.003毫米。主轴锥孔HSK63A。
3 分析主轴装配技术 3.1主轴装配工艺 在装配主轴时,用汽油清洗零部件进行干燥,针对主轴以及主轴箱的装配中,应注意避免主轴密封圈的破损,避免主轴后端进油使主轴损坏,防止主轴外套筒密封圈挤压破损。其次不要取下主轴刀柄固定端键,这样就可避免主轴平衡误差;针对必须要拆除端键的时候,应做好标志,以免重装时位置出错,另外需知道在主轴端键安装为间隙装配,由于主轴端键设计时另一边尺寸略大,为避免装错方向,在重新装配时,需注意避免加工精度产生变化[1]。而在主轴吊装中,严禁不当拆卸或磕碰主轴,避免使用不当安装工具,搬运及起吊主轴时,严禁安装中使用外力冲击;并且在安装主轴各类管线中,应严格对照装配图纸及装配工艺文件,有效确认相关孔位及压缩空气管线后,再进行安装[2]。在五轴加工中心主轴装配中,还应该确认气源系统以及打刀缸位置,确保系统压力调整为0.6MPa,保证打刀速度正常,提高机械制造效益。 3.2主轴装配中的注意事项 在五轴加工中心主轴出厂前,需要经过五轴几何精度检测、机床空运转、温升测试,主轴震摆及噪声测试,有效避免主轴运转异常。在采用数控技术的五轴铣削中,其装配中刀路应尽量的简单,选用0b、90b方向进行切削操作,并且能够确保零件直线轮廓可以与坐标轴平行,这样可以提高五轴加工中心加工机械螺纹类零件的精度。在五轴加工中心主轴装配中,还需要避免突然间的高速启动,主轴转动时必须由慢到快的提升转速,可以确保主轴运转正常,还可以降低安全事故的发生。 3.3解决主轴装配中的故障 在五轴加工中心,对于其主轴装配中,应对气压单元进行日检,0.55~0.8MPa,对于油冷机、冷却循环油进行日检,并0h检1次油冷机、空气过滤网,并用清水冲洗。针对主轴装配,应确定好走刀路线,并将走刀路线画出来,简化编程步骤,若是在主轴使用中表面温升高,就可能会造成内部油脂沉积,这样讲话导致主轴运转原动平衡量超差,保证较高的金属切除率,并提高刀具的耐用度。在轴承减振防锈油的应用中,应该确保防锈油保持完好,有效避免润滑油脂中的杂质破坏轴承弹性流体润滑膜的完整性,从而降低轴承磨损的产生,确保防锈剂具有溶解性良好的特征,并且还应确保五轴加工中心防锈剂性质稳定,防锈性能好,具有抗盐雾的性能。在五轴加工中心的主轴使用中,针对其加工精度偏差,多是因为锥孔受损、轴承损坏造成的,可以更换轴承,使用合格的皮带、带轮,调整皮带轮与马达带轮轴线间的平行度,能够避免主轴带轮及皮带异响,提升五轴加工中心的主轴装配质量,降低主轴在运行中的故障发生率。 4 结论 综上所述,为实现高速机床加工,针对其五轴加工中心主轴装配中,应该采取有效装配工艺技术,避免主轴装配中的质量问题,调整主轴间隙、监测运动状态,降低使用过程中出现机械故障的几率,提升五轴加工中心主轴装配质量。




 投诉建议
投诉建议
提交

派拓网络被Forrester评为XDR领域领导者

智能工控,存储强基 | 海康威视带来精彩主题演讲

展会|Lubeworks路博流体供料系统精彩亮相AMTS展会

中国联通首个量子通信产品“量子密信”亮相!

国家重大装备企业齐聚高交会 中国科技第一展11月深圳举行