


安东帕白酒安全生产解决方案
烈酒和白酒概述
烈酒是通过蒸馏生产的酒精饮料、其酒精含量至少为20% v/v (ABV)。多数烈酒的酒精含量大约为40% v/v。为了创造新的饮酒体验、烈酒中加入了不同的水果、香草、香料或其他香精。此外、烧酒是预调烈酒、其中也 加入了糖。它们通常都非常甜、未经陈酿。
为达到高精度的酒精浓度测量、必须考虑香精和糖的总 含量(固体或浸出物)。对于总固性物含量 <6 g/L 的 烈酒,只进行密度测量就足够了。如果固性物含量较高、 则需要第二个测量值。例如、在美国、该固性物含量是 由酒类与烟草税收和贸易部 (TTB) 监管。
安东帕提供覆盖整个浸出物和酒精范围的不同烈酒监测 仪,以便能够连续、精确、可靠地测量酒精浓度。
固性物含量 < 6 g/L 的烈酒
对于固性物含量达到 6 g/L 的烈酒、只需要进行密度测量。整个测量范围 (0-100% v/v) 进行密度测量。通过调整、低浸出物含量 (< 6 g/L) 的影响得到纠正。
测量设置
对于固性的含量 < 6 g/L 的烈酒、应使用防爆认证的L-Dens 7400 密度传感器进行测量。该传感器可提供连续的高精度酒精浓度测量、精度高达 0.03% v/v。
对于具有最高精度要求的特殊应用、L-Dens 7500 的精 度可达 0.02 % v/v。两种传感器都可以与 Pico 3000 变送器结合使用。L-Dens 7500 是仅有的由酒类与烟草税收和贸易部(TTB) 批准检验的生产过程密度传感器。
按照先前描述、固性物含量超过 6 g/L 的烈酒需要第二次测量。为了覆盖整个酒精和糖浓度范围、采用了密度和折光率测量相结合的方法。
测量设置
本测量系统由高精度密度传感器L-Dens 7400 和一个 高级折光率传感器组成。推导出的酒精和浸出物参数是 使用 mPDS 5 二次表计算的、然后通过模拟或现场总 线接口传输到PLC。本文中密度和声速测量相结合的方法非常适合于测定酒精和浸出物浓度。
由于在大约 20%-30% v/v 酒精含量的声速测量中有一 个反转点、因此、该组合测量方法只适用于较低或较高 的酒精含量。
安东帕为本应用提供专用传感器 。防 爆 认 证 的 L-Com 5500结合了单体外壳中的密度和声速测量、因此、该设备能够很好地满足酒精和浸出物的高精度测量要求。
使用一种紧凑的通用外壳结构能够尽可能减少温度影响,以便对酒精和浸出物进行非常精确的测定。此外、该传感器比较易于集成到生产线中。该传感器可以配备Pico 3000 变送器 、或连接到mPDS 5图形二次表。
优点-安东帕酒精监测仪实现:
· 连续的质量控制
· 提高了产量和质量
· 产品中精确的酒精和浸出物含量节约了成本
· 避免人为错误和采样错误




 投诉建议
投诉建议
提交

产品简介 | ALAB 5000 饮料工业自动化实验室

活动回顾 | 江南大学生物制造“产教融合、协同创新”论坛
台式全自动流变仪
饮料工业自动化实验室
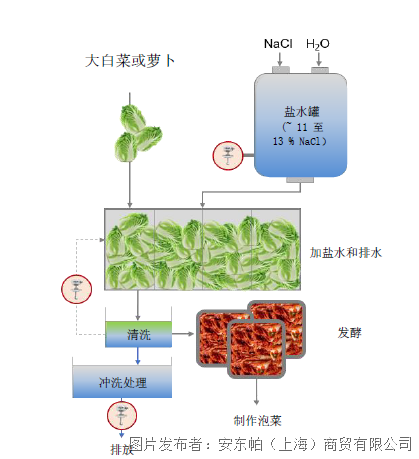
食品工业中的在线 NaCl 盐水浓度测量