


图尔克成功案例 | 为制造岛量身定制
汽车供应商EuWe在后排气孔生产设备的制造岛上使用图尔克的BL ident RFID系统识别工件载具。
专用设备的联动生产流程有明显缺点:一个工作站的停机几乎会立即导致整个设备的关闭。智能缓冲段可以确保生产的连续流动,但是只有在结合工件识别时才可有效实施。汽车供应商EuWe Eugen WexlerGmbH & Co. KG已经在新的后排气孔生产厂中使用图尔克的BL ident RFID系统实现了智能缓冲。

对于EuWe,紧凑型矩形设计是图尔克读写头最重要的优点

工件载具的仰视图显示了中心安装的标签和四个带风门片的后排气孔

控制柜中的BL20网关通过Profinet将RFID数据传输给控制器

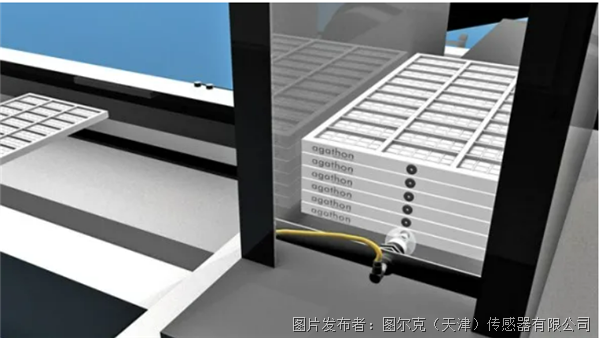
读写头被安装在工件载具固定件的中间
读写头被安装在工件载具固定件的中间。对于EuWe,紧凑型矩形设计是图尔克读写头最重要的优点。工件载具的仰视图显示了中心安装的标签和四个带风门片的后排气孔。控制柜中的BL20网关通过Profinet将RFID数据传输给控制器。读写头被安装在工件载具固定件的中间。对于EuWe,紧凑型矩形设计是图尔克读写头最重要的优点。
BMW的后排气孔
在2014年,EuWe扩展了现有生产线,开始使用另一种专用设备为BMW制造后排气孔。该系统被称为岛制造,因为它是由多个制造岛组成的。流程开始处有一个注塑成型机,用于生产毛坯。一个机器人会将四个工件安装在工件载具上,然后载具在输送带上移动到第一个加工工作站。在这里,另一机器人在每个工件上安装4个风门片,风门片随后通过超声波焊接制成半成品。
联动系统的缺点
在规划工厂时,出现的一个问题是在生产过程中识别工件载具的最适合方法是什么。自动化技术人员Robert Ullmann在现有工厂的工件载具识别中已经积累了经验。在先前的工厂中,EuWe使用传统的接近开关实现了联动系统。当必须记录故障时,控制器几乎同时计数,并将故障产品信息关联到各个工件载具,然后丢弃故障产品。然而,工件载具的链条不会被中断。这是联动系统的最大缺点,因为无法安装可以补偿过程延迟的缓冲段。如果一个生产步骤出现停顿,则生产会堵塞在该工作站的前面。堵塞点后面的制造岛必须停机,因为所需零件缺失。
紧凑型设计简化安装
“我们考察了图尔克之外的另一家RFID供应商。然而,该供应商只有圆柱形外壳的RFID读写头。”Ullmann解释选择图尔克的原因之一。EuWe使用来自图尔克的一款非常紧凑的RFID读写头:扁平矩形TN-Q14-0.15-RS4.47T读写头,可优化安装在生产岛的固定件中间。由于该位置已经有一个金属圆柱,因此不能再使用圆柱,否则工件载具另一个位置的定位更加困难。圆形TW-R50-B128标签被安装在工件载具的中间。
轻松集成在控制器中
“图尔克的RFID系统可以非常容易地集成到控制器中。我们不需要在PLC软件中集成任何特殊的程序模块来将RFID语言转换成控制器语言。我可以直接操作控制器界面。信息可以直接写入到PLC输出然后传递到工件载具上。”Ullmann这样赞扬BL ident RFID与西门子S7控制器的集成。自动化工程师通过先前项目了解到其他系统都要求使用程序模块。
RFID系统在生产过程中对每个工件载具识别八次。PLC将错误工艺步骤写入一个数据库,该数据库将相应工件载具的入口与载具上后排气孔的位置链接。数据通过图尔克的BL20多协议网关和Profinet传输到S7控制器。




 投诉建议
投诉建议
提交

让理想照进现实——随时保持关注机器和设备的状态

厂内物流智慧的硬核:智能感知
围观 | 用于加氢站防爆区的分布式I/O解决方案

重磅 | 研讨会预告| 图尔克数字化赋能 助力3C电子精益生产再升级
甜蜜的自动化| 巧克力生产中的RFID智能识别方案