


Multiwave7000酸消解锂离子电池材料的应用报告
1 介绍
可充电电池的全球市场很大程度上是由电动汽车、网格存储和便携式消费设备的使用增加所驱动的,其中锂离子电池突出的高电池能量密度提供了一个明显的优势。研发部门正在稳步开发用于新型电池的各种高能量密度替代材料。此外,锂离子电池生产商的QA/QC方法也变得更加严格。
在电池制造的开发和质量控制过程中,确定电极原材料的准确和一致的元素组成是非常重要的,因为这些影响最终产品的性能和可能的安全。此外,还必须准确测量电池组件中低水平杂质的浓度。杂质会降低电化学稳定性,影响效率,最严重的情况下会导致短路,大大缩短电池寿命。锂离子电池化合物的元素分析采用ICP-OES进行成分分析,ICP-MS进行污染分析——两者都需要充分消解样品。微波辅助酸消解是面对这些挑战的最佳工具。 Multiwave 7000具有完善的PDC,可提供高达300°C的温度水平,从而为苛刻的样品提供完全消解的可能。
为了证明Multiwave 7000的适用性,对不同的阴极和阳极材料以及导电添加剂和隔膜进行了不同的消解条件试验,并根据其溶出要求进行了优化。锂离子电池一般由锂离子金属氧化物或磷酸盐作为正极(阴极)材料,碳质材料作为负极(阳极)材料,以及合适的电解液组成。电解液由有机碳酸盐和导电盐(主要是LiPF6)的混合物组成。还有一种薄的聚合物箔,对电隔离,但可渗透锂离子,作为隔膜。
1.1 正极活性材料目前常用的正极材料有LiCoO2 (LCO)和 LiMn2O4 (LMO)。一种极好的正极材料是 LiNi1−y−zMnyCozO2 (NMC),它是一种混合氧化物,结合了单个组分的强度。因此,NMC是电动工具、电动自行车和其他电动传动系统的首选正极材料. LiFePO4 (LFP)是一种具有成本效益的环保替代品,不含有毒镍和钴。
由于上述材料的化学性质非常不同,样品制备需要同同的酸体系和不同的消解条件。
1.2 负极活性材料石墨是最先进的锂电池负极材料。石墨基负极材料中杂质的含量会影响其稳定性。因此,必须控制微量杂质元素,以避免降低电池性能。例如,铁(Fe)的存在是石墨负极材料效率的一个重要指标。石墨具有很高的耐腐蚀性,这使得后续湿法化学元素分析的酸分解成为一个严峻的挑战。
硅/碳(Si/C)复合材料是一种负极材料,它将石墨与纳米尺寸的硅结合在一起,以提高能量密度,目前在电动汽车(EV)电池中正在崛起。一种可能替代石墨的负极材料是钛酸锂(LTO),它的优点是充电速度比其他锂离子电池快,但缺点是能量密度要低得多。 1.3 电池组分在电池制造过程中加入高纯炭黑粉,以提高正极和负极活性材料的导电性。该组分还存在低水平的干扰元素(Co, Cr, Cu, Mn, Ni<5ppm, Fe <10ppm),以避免锂离子电池中任何不必要的影响。
1.4 隔膜隔膜箔将电极彼此隔开,通常由微孔聚乙烯或聚丙烯制成,或一些多层结构。陶瓷涂层 (e.g. Al2O3)将电池隔膜的热稳定性提高到200°C以上。
2 仪器

在Multiwave 7000中配备了18位支架或9位支架以及可重复使用的聚四氟乙烯-TFM消解管进行消解。如果样品中需要检测锂元素,硼硅酸盐玻璃(一次性瓶)消解管的应用很可能是不合适的,因为锂扩散到玻璃结构,会和玻璃中的Na+-离子交换产生交叉污染。因此,推荐使用石英或PTFE-TFM消解管。
3 试验
3.1 样品我们选择了以下商业样本,以代表关于全分解的不同难度水平: • 正极材料:LMO, NMC111, LFP • 负极材料:石墨(电池级,颗粒尺寸<20μm)、 Si/C复合材料(含10% Si)、LTO • 隔膜:未涂层和涂层Al2O3 • 炭黑 (99+ %) 根据样品的反应性和对消解时间、温度和混合酸的要求,将现有样品进行混合。 3.2 HNO3 H2SO4 HClO4 试剂 (65 %优级纯, 默克), (96 %, 优级纯,默克 ), (70 %, 优级纯,默克 ), HF (40 % 优级纯,默克 ),
硫酸(H2SO4)由于其高沸点,在降低的蒸汽压下保持较高的温度。碳质样品需要高氯酸(HClO4)作为酸性混合物中的次要成分,以在200°C及以上提供更高的氧化电位。为了溶解样品中的任何二氧化硅,需要氢氟酸(HF)。用去离子水进行稀释和漂洗。 3.3 高氯酸的使用要求高氯酸只能作为酸性混合物的一种次要成分。其他酸与高氯酸的最小比例是5:1。严禁使用浓缩形式的纯HClO4。一定要用高氯酸和硝酸混合,这样会先破坏样品中容易氧化的成分。先将样品与其他酸混合,最后加入高氯酸。使用高氯酸时,一定要延长加热爬坡时间(至少25-30 分钟)。
4 正极和隔膜
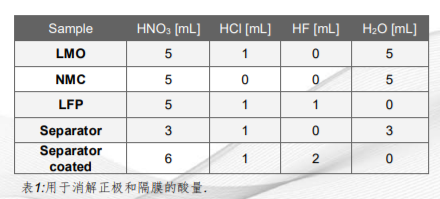
4.1 消解过程 0.2 g的粉末样品和5cm2 (即7-9 mg)的隔膜样品段直接称重加入18ml的TFM消解管。通过使用防静电枪避免因静电吸引而使消解管密封区域污染。加入的硝酸、盐酸、氢氟酸和水的量如下:
加入搅拌棒后,将消解管用插盖封闭,放入18号架上加入搅拌棒后,将消解管用插盖封闭,放入18号架上支架放入已装有装载溶液(150毫升水和5毫升硝酸)的内衬杯中。将排风管插入通风柜中,启动温度程序。 4.2 温度程序启动压力: 40 bar 冷却温度: 80 °C 搅拌器高压力释放速率: 10 bar/min

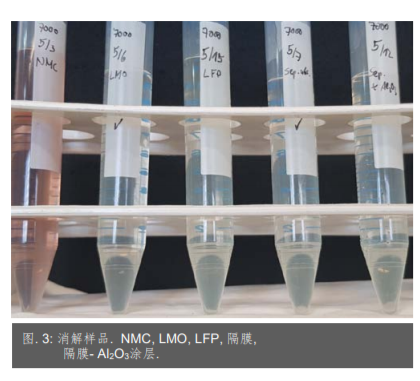
4.3 结果
尽管样品的反应性不同,但多亏了PDC技术,样品的温度曲线达到了完美的水平,这也补偿了轻微的放热反应所有样品均被成功消解并呈现出透明。由于钴含量的关系,NMC消解溶液呈现出颜色。
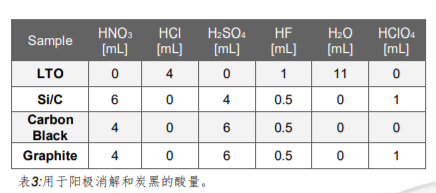
5 石墨,Si/C和LTO阳极,炭黑碳质材料,特别是石墨材料,需要很高的目标温度和适当的酸的混合物,具有足够高的氧化电位。 5.1 消解过程将0.2 g LTO、炭黑和Si/C共混样品以及0.1 g石墨样品直接称入30 mL PTFE-TFM消解瓶中。加入硝酸、盐酸、硫酸、高氯酸和氢氟酸的量如下:
加入搅拌棒后,盖上插盖,将样品管放入9位支架。将支架放入已经装有装载溶液(150毫升水和5毫升硝酸)的内衬杯中。将排风管插入通风柜中,启动温度程序。(见表4)。
5.2 温度程序
启动压力: 40 bar 冷却温度: 80 °C 搅拌器高压力释放速率: 10 bar/min
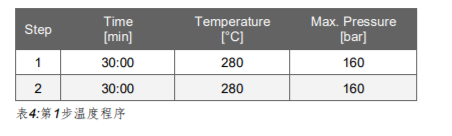
经过第一步,将Si/C共混物、LTO样品和炭黑样品完全消解。石墨样品仍有一些黑色残留物,因此,我们又添加了新添加的氧化剂。第二步,再加入2 mL HClO4,并采用相同的温度程序。第二步后,消解后的石墨样品无色透明。本部分提出的方法是为了安全使用高氯酸(HClO4)来消解碳质样品而设计的。 • 在 150 °C时,HNO3消解反应成分 • 在220 °C 时,由于HClO4的高氧化势,大部分碳材料发生了降解。 • 在 280 °C时, 进一步难以消解的石墨结构分解。
5.3 结果

尽管样品的反应性不同,但多亏了PDC技术,我们获得了完美的温度曲线。
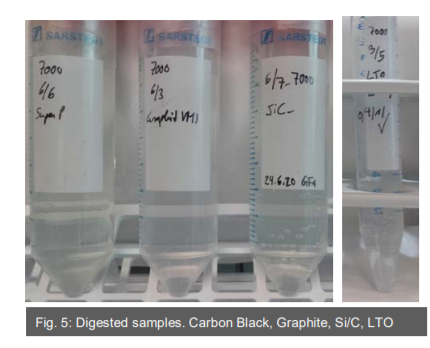
所有的碳质样品虽然表现出不同的反应行为,但最终都被成功消解。结果表明,硝酸、硫酸、高氯酸和氢氟酸的混合物是正确的试剂。
结论
结果表明,利用Multiwave 7000可以在一次运行中方便地消解多种电池材料。只有结晶度最明显的石墨才需要经过进一步的消解步骤才能完全溶解。本报告中提出的工艺适用于高氯酸在需要高氧化电位和高目标温度的难消解样品的消解反应中安全使用。此外,还发现对粉末样品推荐使用搅拌棒。因此,所应用的方法可以作为任何一种锂离子电池化合物样品制备的代表性起点,记住相关参数,如样品重量、时间和温度可能需要相应的调整。对于消解已经使用过的电池组分时,由于电极表面被电解液中沉积的导电盐LiPF6污染,完全消解可能会有困难。而且在存在水的情况下,LiPF6分解为难溶性的 LiF,并导致雾霾的形成。这种情况可通过之前用的纯电池溶剂(例如碳酸二乙酯(DEC))清洗电极表面来避免。




 投诉建议
投诉建议
提交

产品简介 | ALAB 5000 饮料工业自动化实验室

活动回顾 | 江南大学生物制造“产教融合、协同创新”论坛
台式全自动流变仪
饮料工业自动化实验室
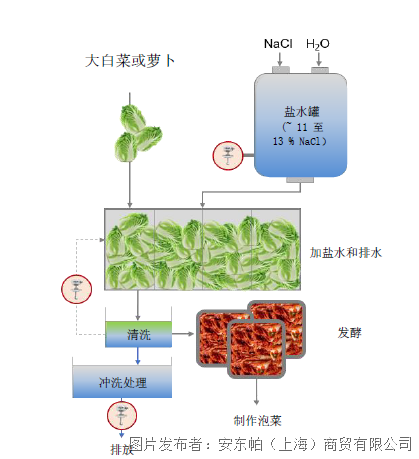
食品工业中的在线 NaCl 盐水浓度测量