


【应用案例】便捷型卡片式IO应用于轧钢生产线
我国粗钢产量位居世界第一。我国钢铁业振兴,就必须要走精细化的道路。热轧卷和冷轧卷还停留在重产量轻质量的瓶颈,还需要进行智能化和质量精化发展。
轧钢生产线通过智能化,可以更实时地检测到温度、辊颈的位置和速度等数据来进行更精准的控制,从而不断对钢坯质量、加热、辊型控制、卷取能力、酸洗等系列环节加强。
1、轧钢生产线应用
轧钢生产线总体可分为两部分:轧线、精整线(根据不同产品可能为处理线、剪切线)。轧线主要由加热炉、开坯机、轧机、控制飞剪等设备组成。轧钢工艺流程的主要步骤包括原料准备、炼钢、 坯料制备、热轧、精整、冷轧、热处理和表面处理等环节。

热轧
在钢的再结晶温度以上进行轧制,轧制过程就是在旋转的轧锟间改变钢坯形状的压力加工过程;
加热炉
采用步进加热炉加热板坯;
传送辊道
热轧基本是通过锟道进行运输钢坯或带钢;
轧机
实现金属轧制过程的设备,直接决定了产品质量的好坏;
冷轧
利用热轧钢卷为原料,经酸洗去除氧化皮后进行轧制。通常采用纵轧(轧锟轴线相平行,旋转方向相反,轧件作直线运动的轧制方法)。


2、应用效果
1、基于Profinet-RT总线,通讯速率100M, AU7 800-H耦合器自带双网口,支持交换机功能。
2、采用Profinet-RT通讯协议高速通讯,通过S7-1500可以扩展几百甚至上千个站点;一网到底,网络拓扑结构简洁,易于扩展和维护。
3、AU7 831-7PD22-H模块实时采集轧钢加热炉温度、电机温度等数据,实现钢材温度的全流程精准控制;
4、AU7 851-SSI22-H模块接绝对值编码器,可以实时监测辊颈的位置和速度,确保轧钢过程的精确控制;
5、AU7 800-H耦合器支持扩展32个模块,模块化设计,可采集多种过程变量,数字量,模拟量,温度,高速计数,串口模块都能自由搭配、适应多种应用场合。
6、紧凑型设计,节省安装空间;分布式控制,减少布线和缩短施工周期。
现场图片








 投诉建议
投诉建议
提交
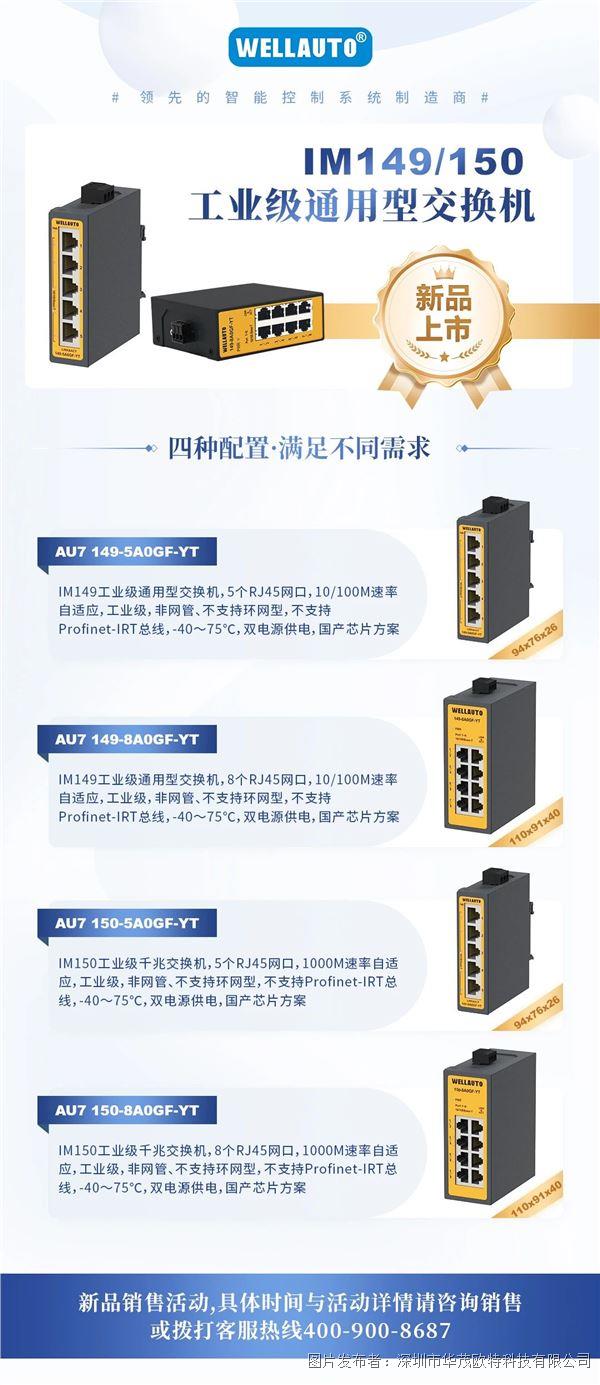
【新品发布】IM149/150工业级通用型交换机新品上市!
【华茂精选】AU7 800H控制器:国产化浪潮中的璀璨明星,引领“智”造新风尚!

华茂欧特IM149/150 工业级通用型交换机

华茂欧特工业交换机&通信网关产品选型手册

华茂欧特IO-Link主站模块& Modbus-TCP、S7-TCP