


导管座圈压装案例2
2019/8/28 17:46:40
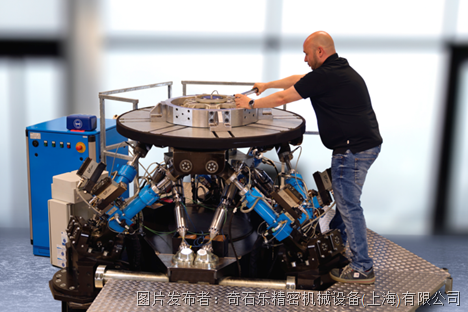
发动机的每个缸都配有4个导管和4个座圈,对于一般的4缸机来说,需要进行32次压装操作。由于生产节拍的要求,32次压装操作要在规定的时间内完成,这就对压装工艺提出了较高的要求。



在这种情况下,除了压机并排使用方案,还可以采用提高压机运行速度,缩短每次压装时间的方式。
• 超高速压机:NCFH-H
• 700mm/s
• 400mm
• 30KN / 15KN
• 165mm (中心距)

超高速压机,压装速度从250mm/s提高到700mm。4缸发动机,8台压机的工位,可以采用2台超高速压机,达到8台压机的使用效果。总体上成本节省67%,能耗节省40%,越来越多的客户更倾向这种方案,大大的降低了成本。随着国六要求的发布,现在小排量发动机越来越多,在装配3缸发动机时会出现电缸安装最小中心距的问题。3缸机缸距一般小于160mm,上面这款压机165mm,刚好超了一点点。

超高速压机:NCFN-H
• 625mm/s
• 400mm
• 30KN
• 156.5mm(中心距)
从我们和客户的角度都不希望进行偏心的压装,所以根据这个需求,我们又研发了另一款NCFN-H,也是超高速的压机,它的中心距是156.5mm,可以实现左右各2台超高速压机进行装配。




 投诉建议
投诉建议
提交
查看更多评论
其他资讯

奇石乐模态分析加速度计更加坚固耐用和精准

2023 年报:奇石乐集团逆势实现增长
奇石乐六分力校准仪通过 ISO 17025 认证(DAkks认证)--全球首例
光学质量检测:用于批量生产冲压件的新型 KVC 621 SE 紧凑型自动检测系统

温特图尔的智能工厂: 奇石乐购买大面积地产