


发动机装配之导管座圈(二)
在发动机的诸多零部件中,导管座圈的装配是其核心装配工艺之一。气门导管是汽车发动机气门的导向装置,气门导管是对气门起导向作用,并使气门杆上的热量经气门导管传给汽缸盖。座圈主要用于密封发动机气门,而且基本无时无刻都在承受高速冲击。每个缸筒需要装配4个座圈和4个导管,一个四缸发动机需要装配16个座圈和16个导管。这就对生产节拍和压机的中心距提出了很高的要求。
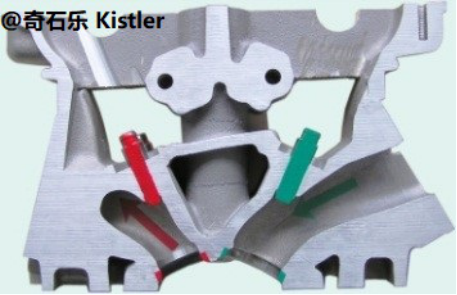
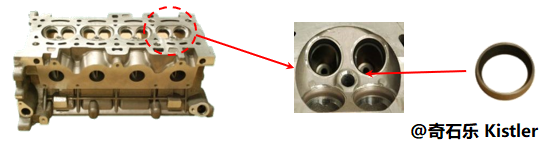
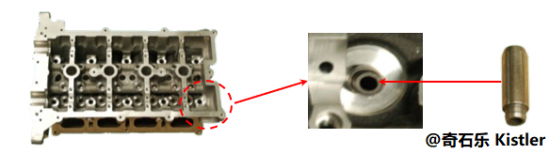
座圈在装配过程中,有正反面的安装要求和液氮冷装的工艺要求,同时,导管装配并不是压到固定限位,需要对位移进行精确控制以保证产品品质。
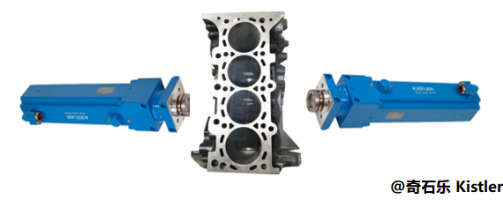
我们可以采用奇石乐超高速伺服压机的方案,此方案的优势如下:
1. 更加节省成本。在普通的压装速度下,只能增加压机的数量以减少节拍时间。所以根据客户的需求,我们又研发出另外一款超高速压机,从传功250mm/s提高到700。4缸发动机,8台压机的工位,可以采用2台这样的压机,达到8台压机这样的效果,总体上成本节省67%。还要再快,可以左右各2台压机,共4台。这样相对于以前的8台压机,也节省了一半的成本。
2. 更加节能。因为压机数量至少减半,能耗节省40%。
3. 利用压机自带的形变补充功能,保证导管压装到精确位置,避免压装力导致工装和机构变形带来的位移差给最后的位置结果造成偏差。
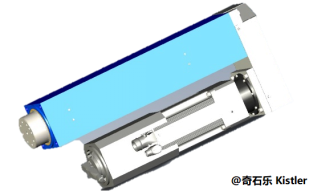
• 超高速压机:NCFN-H
• 625mm/s
• 400mm
• 30KN
• 156.5mm(中心距)
同样适配三缸机。折弯式电机安装,压机可以并排安装,最小中心距156.5mm。




 投诉建议
投诉建议
提交

奇石乐模态分析加速度计更加坚固耐用和精准

2023 年报:奇石乐集团逆势实现增长
奇石乐六分力校准仪通过 ISO 17025 认证(DAkks认证)--全球首例
光学质量检测:用于批量生产冲压件的新型 KVC 621 SE 紧凑型自动检测系统

温特图尔的智能工厂: 奇石乐购买大面积地产