


解锁新质生产力,打造高品质汽车车身 | PRC7000点焊伺服控制器
随着汽车工业的发展,越来越多的新材料,如铝合金等,被用于白车身的制造,并且呈现逐年递增的趋势。这类新材料的应用在很大程度上起到了降低车身重量,增加车身强度的作用,但同时也增加了白车身点焊的难度,例如热轧钢具有极窄的焊接窗口,铝合金因其自身特性使其焊点容易出现表面质量差,开裂,小焊核等问题。瞄准以上痛点,博世力士乐推出了新一代电阻点焊系统——PRC7000电伺服控制系统。

铝合金在车身制造的应用呈逐年递增的趋势
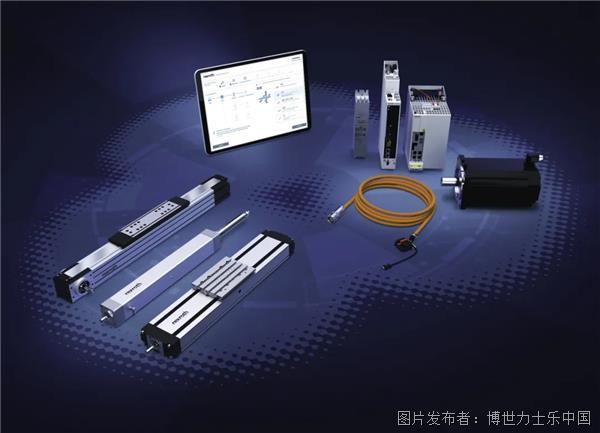
PRC7000电伺服控制系统在电阻焊控制中融入了伺服驱动功能,利用力士乐驱动器对焊钳进行实时控制,并提供兼容性接口,可满足用户对焊钳不同电机配置的需求。在控制焊钳的同时,我们会实时收集焊钳数据并做闭环控制,显示对电阻点焊全因素的闭环控制。

博世力士乐领先级伺服点焊控制系统图
2018年,某全球领先的汽车制造商在其位于欧洲的工厂率先引入了PRC7000电伺服控制系统, 次年,该套系统被首次应用于国内项目,截止2023年12月份,该套系统在其国内工厂已经装机超过1000多台。

博世力士乐PRC7000电伺服系统可以使焊接压力在以下三种模式中工作:
传统恒扭矩模式;
恒压力模式,对电机输出扭矩进行实时调整,保证焊钳前端压力的恒定;
变压力模式,在一个焊接过程中焊接压力按照设定值进行快速变化,满足不同材料的焊接需求。


恒压力模式(上)变压力模式(下)
不仅如此,我们还开发了新一代自适应功能,如铝合金位置自适应。铝合金较钢具有更大的膨胀系数,在焊接过程中铝合金的膨胀会作用在焊钳动静臂上,并推动枪臂向两个反方向进行移动,这个移动量可以很好的表征焊核成长情况。PRC7000测量通电过程中钳臂反向移动量并将其做为参考样本,后续焊点会以此为参考实时调整电流输出,从而确保焊点质量。

值得一提的是,我们还引入了自适应质量因子,用于对自适应后调整的状态进行质量评估,这些质量因子的得分可以直接体现自适应调整后的焊点质量,例如PSF,PQF等,用户可以给这些质量因子设置监控公差带,确保开启自适应后焊点质量100%合格。

鉴于用户对生产数据的追溯提出了越来越高的要求,我们还对PRC7000的IoT(物联网)功能进行了重新开发,让MQTT可以直接从焊接控制器读取数据,Line PC不再需要参与这一过程,从而在简化网络结构的同时,提高了数据流的稳定性。

想了解更多关于PRC7000点焊伺服控制器的资讯
欢迎通过以下方式联系我们
联系我们
400 880 7030
info@boschrexroth.com.cn
www.boschrexroth.com.cn
在线联系表
获取更多平台新鲜资讯

We Move. You Win.





 投诉建议
投诉建议
提交
想经济高效地实现电池生产的自动化?秘籍藏在这里
助力打造量身定制的自动化解决方案,这套线性传动系统功不可没

产品手册上新@资料中心小程序

直击SNEC光伏展,“智”造耀眼未来

ctrlX World喜迎第100个合作伙伴:SMC