


CT直流驱动器在拉弯矫直机生产线上的应用
拉弯矫直机生产线的主要工作是将经冷轧机轧制完毕的板材经开卷、入口S辊、矫直机、出口S辊、卷取机,最终生产出延伸率达到要求的成品卷。主要设备有开卷机、入口S辊、精矫直机、出口S辊、卷取机等。 系统参数:最高机列速度:120m/min、卷径:φ505-φ1650mm、来料宽度:700-1000mm、来料厚度:0.1-1.5mm最大卷重:4000kg

系统组成: 1:开卷机 2:入口1#S辊 3:入口2#S辊 4:精矫直机 5:出口3#S辊 6:出口4#S辊 7:卷取机 拉弯矫直机生产线的主要控制要求是控制2#S辊和3#S辊之间的速度差,从而使板材达到设定的延伸率改变板材的物理特性。因此需选择相应能够达到控制要求的器件来组成控制系统。根据以上条件我们选择SIEMENS S5-135U系列PLC通过PROFIBUS-DP通讯总线和现场操作台内的输入输出从站连接,直流电机驱动器选择C.T.公司的MENTOR II系列控制器。 PLC系统选用928B CPU、IP281高速计数器、IM308C通讯处理器、ET200U远程IO从站及其它开关量、模拟量输入输出模块。控制系统通过连接于2、3#S辊的高速计数器计算延伸率控制2、3#辊的转速差实现延伸率的闭环控制;根据线速度和开卷机、卷取机转速计算卷径控制其电枢电流和励磁电流实现恒张力卷绕控制。

A、 PLC控制2、3#S辊速度差实现闭环延伸率控制; B、 PLC控制开卷及卷取实现恒张力卷绕控制; C、 1、4#S辊的电流分别受控于2、3#S辊实现恒转矩控制; D、 高速计数器触发过程中断实现快速响应,满足实时性要求; E、 PLC采用PROFIBUS总线结构的主从方式与操作台PLC通讯,大大地减少了现场电缆及接线工作,同时系统的可靠性也得到较大提高;




 投诉建议
投诉建议
提交

CT尼得科 Unidrive MP 高性能直流驱动器

CT Unidrive SP高性能系统型交流和伺服驱动器

干货丨教你分析PLC故障与故障排除方法
制造自动化行业专用伺服及交流驱动器
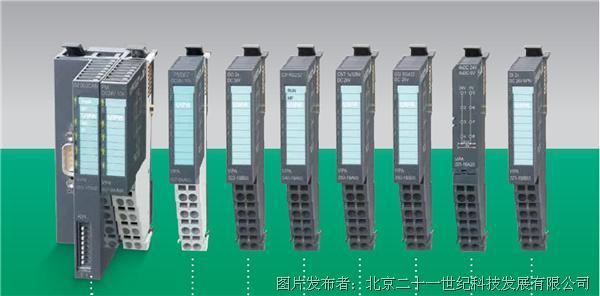
VIPA德国惠朋PLC SLIO 智能控制与I/O系统