


铝带材横切机组及飞剪的电气控制技术
2008/5/29 9:18:00
铝带材横切机组的主要工作是将经冷轧机轧制完毕的铝带材切去头尾、切边、矫直、横切、垛板。主要设备有开卷机、切头剪、圆盘剪、矫直机、飞剪、皮带机、垛板台等。飞剪是其中的关键设备,它在保证剪刃和机列其它设备及带材的速度同步配合的情况下,将平动中的带材按要求的定尺进行高精度的剪切。
系统技术性能参数:
最高机列速度:60m/min、剪切长度:1000-4500mm、剪切误差:小于±0.5mm、 开卷最大张力:20000N、开卷卷径:φ500-φ1700mm来料宽度:620-1260mm、 来料厚度:0.2-3.2mm(取决于矫直机)。


系统特点
A、 将传统的接近开关定位,改为剪刃脉冲码盘自动定位(调试时或更换码盘时进行一次自动定位),消除了接近开关有死区、易受温度、震动等因素影响的缺点;
B、 主程序执行的循环时间不到1mS,从根本上保证了控制精度;
C、 在线更改机列速度或剪切长度,不影响正常剪切;
D、 采用特殊的优化开方程序,大大减少了开方程序的执行时间;
E、 PLC采用PROFIBUS总线结构的主从方式,大大地减少了现场电缆及接线工作,同时系统的可靠性也得到较大提高;
系统技术性能参数:
最高机列速度:60m/min、剪切长度:1000-4500mm、剪切误差:小于±0.5mm、 开卷最大张力:20000N、开卷卷径:φ500-φ1700mm来料宽度:620-1260mm、 来料厚度:0.2-3.2mm(取决于矫直机)。
系统特点
A、 将传统的接近开关定位,改为剪刃脉冲码盘自动定位(调试时或更换码盘时进行一次自动定位),消除了接近开关有死区、易受温度、震动等因素影响的缺点;
B、 主程序执行的循环时间不到1mS,从根本上保证了控制精度;
C、 在线更改机列速度或剪切长度,不影响正常剪切;
D、 采用特殊的优化开方程序,大大减少了开方程序的执行时间;
E、 PLC采用PROFIBUS总线结构的主从方式,大大地减少了现场电缆及接线工作,同时系统的可靠性也得到较大提高;




 投诉建议
投诉建议
提交
查看更多评论
其他资讯

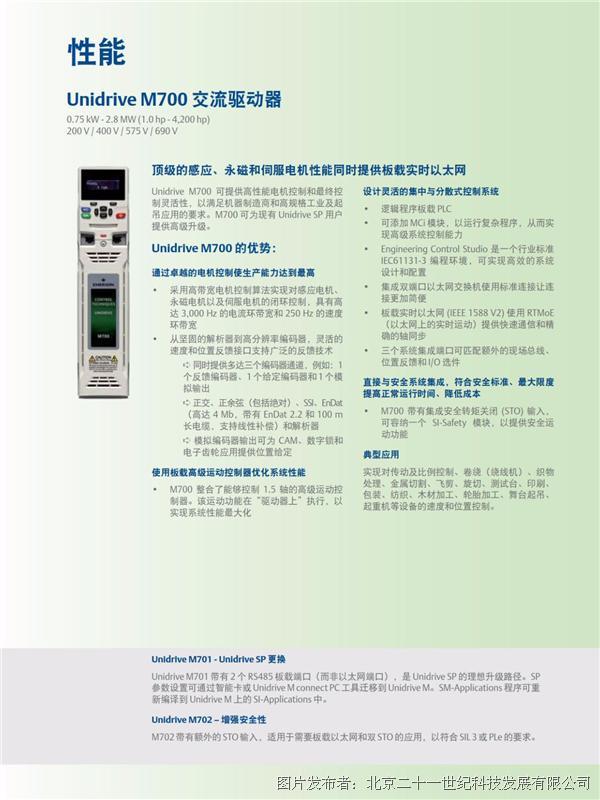
CT尼得科 Unidrive MP 高性能直流驱动器

CT Unidrive SP高性能系统型交流和伺服驱动器

干货丨教你分析PLC故障与故障排除方法
制造自动化行业专用伺服及交流驱动器
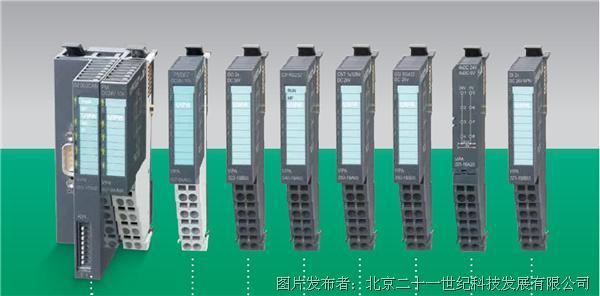
VIPA德国惠朋PLC SLIO 智能控制与I/O系统