


螺纹工件的正反检测
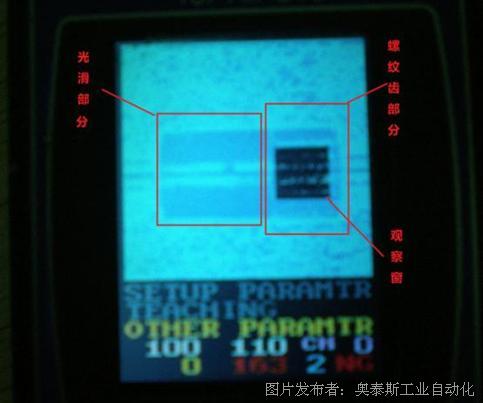
随着现代化生产工艺和技术的迅猛发展,传统的视觉检测系统中,由图像传感器将图像数据传送到计算机,由计算机中的图像采集卡对图像进行采集,并利用高级语言编写的程序对图像进行处理,这种方法除了成本高,开发周期长以外,还不利于集成化设计。有见及此,视觉检测系统也随之悄悄的发生了变化,由主要依托计算机视觉检测系统转变为将图像的采集,处理与通信功能和相机集成一体的新型视觉传感器,其具有多功能,模块化,搞可靠性,易于实现的特点。同时,由于应用了最新的技术,其智能化程度不断提高,使其可以完成大多数的视觉检测任务。 有日本OPTEX公司生产的CVS系列视觉传感器就是其中的典范,CVS视觉传感器能够从一整幅图像捕获光线的数以千计的像素,它的主要部件就是照相机,通过镜头图像传感器(CMOS类型)采集图像,然后将该图像传送至处理内置CPU,根据像素分布,亮度,颜色等信息进行尺寸,形状,颜色等得测量和判断,进而经纪判别的结果来控制现在设备的动作,其功能主要包括物体定位,特征检测,缺陷判断,目标识别,计数和运动跟踪。视觉传感器通常因为其精确性,易用性,丰富功能以及合理的成本而成为各大厂家的最佳选择。 以下为大家介绍一案例:CVS视觉传感器判定螺纹工件方向的正反。 螺纹工件的正反检测 检测仪器:CVS3-N21 检测原理:轮廓和污点检测(将轮廓和污点转化成像素数) 检测过程阐述:待检测样品为螺纹工件:正面螺纹/反面光滑 检测要求:每次测量工件保证在相同位置、底面背景为银色反光金属,当工件从左到右相对运动时,分辨出螺纹工件的两面,光滑面先到达的为合格品、反之的为不良品。 待检测样品: 序列确定:左为螺纹齿&右为光面,要求在从左到有过程中分辨正反 图解:该界面为CVS3的检测界面 1、图中显示的为经处理后的画面 2、根据图像模拟出工件的外观轮廓和表面特征 3、从上面可以看出螺纹齿面与光面在污点上有明显区别 4、根据螺纹齿面和光面的区别设定观察窗口 (定点、定位、 定值,满足条件 则有输出) 5、根据两面对比观察,设定污点阀值为 110 检测结果见下图: 当螺纹面通过的时候,阀值污点飙升至155 输出红色NG 此时可以判定通过面为反面 排序不正确 当光滑面通过的时候,阀值污点值仅为90 输出 绿色OK 此时可以判定通过面为正面面 排序正确 随着人力资源成本的不断提高,以往工厂大多采用人工的形式进行检测,但随着社会的不断发展,企业生产水平的提高,这种落后陈旧的方式也就很难满足企业连续地,大批量的产品需求。随着各行业竞争越来越激烈,利润率逐渐变小,制造商无法承受因瑕疵产品造成的高废品率。视觉传感器的低成本和易用性使其进入各个领域,那些曾经需要人工,观点传感器或者根本不需要检测的环节,现在都可以插入视觉传感器来来对其进行检测。视觉传感器在工业上的运用包括检验,计量,测量,定向,瑕疵检测和分验。由于视觉传感器的运用,将不可逆转地逐步的代替人工去完成这项复杂繁重的检修工作,而却其高效的可靠性,以及低成本的优势,将在越来越多的企业里得到更广泛的支持和推广。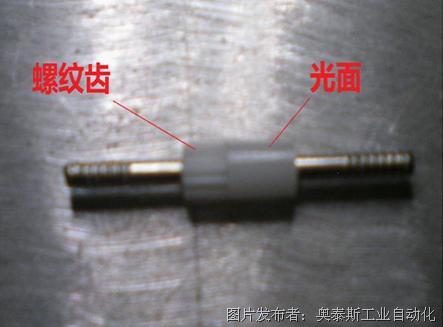






 投诉建议
投诉建议
提交
东莞手机制造展会精彩回顾|新品首秀-薄膜纠偏测量TD1系列

CVS2-R中文操作说明书(颜色面积模式)

欢迎莅临OPTEX-FA展台,我们与您相约2016广州SIAF展

Optex FA CD5系列高性能多探头激光位移传感器

OPTEX FA CD33系列激光位移传感器