


单轴位置测量系统
单轴位置测量系统
0 引言
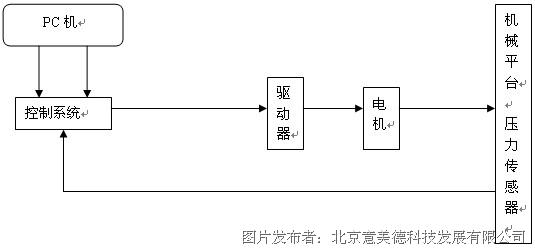
单轴伺服控制系统主要应用于测量激光仪器设备。本平台直接使用PC机通过串口与伺服连接控制电机,再通过另一串口与仪器相连进行检测。
1 系统结构
1.1需求功能
(1) 通过串口控制伺服电机,可回原点、手动、测量。
(2) 自动到设置位置检测,然后计算偏差,误差,判断是否合格。
(3) 合格后,自动生成误差位置折线图并进行打印。
1.2系统设计
2试验过程
2.1 试验过程
首先,将透镜安装在平台上面,保证平台平稳运行。然后调节仪器位置,输入测量位置,执行测量。
测量后,软件每检测一个数据,界面显示一次,并计算误差与偏差。测量完后若合格自动打印,不合格提示是否打印。
3 系统介绍
3.1 主要功能
(1) 通过串口控制伺服电机,可回原点、手动、测量。
(2) 自动到设置位置检测,然后计算偏差,误差,判断是否合格。
(3) 合格后,自动生成误差位置折线图并进行打印。
(4) 实时检测故障,出现故障后自动停止并进行提示。
3.2 界面介绍

连接设定:
根据伺服串口及测量仪器串口设定,请设置以上参数。设置好后,点击对应“连接”直到灯变绿;或者退出点击主界面的“连接”,直到灯变绿。然后点击“测试”按钮,等待一会出现“测试正常”提示,即可进行其它操作,否则检查线连接并重复以上步骤。
回零复位:
点击此功能后,电机自动找原点,若出现故障,请将电机断电,退出本系统,再重新进入。
环境设定:
此功能可设置文档,气压,测量者,用于打印。
基本值设定:
设定各段位置值,最多10段,实际测量个数,在右边“测量个数”内设定。
手动位置:设置手动移动的距离,设好后,点击“移动”按钮,电机移到指定位置。若想中途停止,请点击最下面的“停止”按钮。但是若再想移动,请执行“回零复位”操作。
测量偏移值:作用为测量时得到实际位置减去此值作为显示值。一般设为0。
参数设置好后,请点击“确定”保存退出。若不想保存,仍使用以前值,请点击“取消”。
测量:
点击“测量”按钮出现以下对话框。

测量次数: 电机停止后对仪器进行检测的次数。
测量模式:P-有棱镜。 NP-无棱镜。
反向测量:测试位置从设置值最后一个倒序开始。如上图中测量值,选择反向测量后,测量顺序为2.5、2、1.5、1、0.5、0。
复位:如测量完成不能打印或Excel程序发生错误,请点此“按钮”。
自动测量:点击此按钮后,按照显示的测量值顺序依次测量。测量中此按钮变为“停止测量”,若不想测量,需再次点击此按钮。电机需执行“回零复位”才能重新测量。
注:测量完成后,若有不良情况,提示是否打印。其它情况自动打印。
4 结束语
此系统已成功应用,软件及控制端运行稳定,测量数据迅速,打印效果良好。




 投诉建议
投诉建议
提交

意美德 MOTEC混合式步进电机与驱动器

MOTEC α HLD 系列智能伺服驱动器
MOTEC SD388B-C001三相智能步进驱动器

意美德 TRIO MC206数字运动控制器

意美德 CNC数控PCB钻铣床系统