


维控HMI和PLC在切割本子生产线的应用
一、简介
随着现代机械加工业地发展,对切割的质量、精度要求的不断提高,对提高生产效率、降低生产成本、具有高智能化的自动切割功能的要求也在提升。数控切割机的发展必须要适应现代机械加工业发展的要求。切割机分为火焰切割机、等离子切割机、激光切割机、水切割等。激光切割机为效率最快,切割精度最高,切割厚度一般较小。等离子切割机切割速度也很快,切割面有一定的斜度。火焰切割机针对于厚度较大的碳钢材质。
二、工艺要求
切割机控制系统有继电器控制、单片机控制、PLC控制等。现将几种控制系统作出分析比较选取最优的控制系统来实现其功能。
PLC与继电器控制的比较
1.功能强,性能价格比高
2.硬件配套齐全,用户使用方便,适应性强
3.可靠性高,抗干扰能力强
4.系统的设计、安装、调试工作量少
5.编程方法简单
6.维修工作量少,维修方便
7.体积小,能耗低
(2)PLC与单片机的比较
1. 对单项工程或重复数极少的项目,采用PLC方案是明智、快捷的途径,成功率高,可靠性好,但成本较高。
2.对于量大的配套项目,采用单片机系统具有成本低、效益高的优点,但这要有相当的研发力量和行业经验才能使系统稳定、可靠地运行。最好的方法是单片机系统嵌入PLC的功能样可大大简化单片机系统的研制时间,性能得到保障,效益也就有保证。
三、机器特色
1.任意设定切割胶带的长度
2.自动送胶带及切割
3.主要以粘性弱的胶带为切割对象
四、方案
该控制系统采用维控人机界面LEVI-777A,PLC主机采用LX3V-2412MT构成。在HMI的选型上,因生产线较长,所需的屏以7寸为主。所以在HMI上选择LEVI-777A双串口的组合。
此方案是以切刀的机械位置为基准,由一个一个主电机和两个伺服控制部分使用。因三个部分在生产线的不同位置,所以将需要生产的订单数据单独存储,三个控制部分在使用时单独调用,在数据上互不干涉,但都是以设定的订单数据为依据。
程序内主要是一控制其运行动作为主要目标,因本子厚度无法知道所以无法计算。
当机器运行时先下降机械到达限位点停止;机器前后上下都有限位点,伺服运用控制定位,主电机以星三角启动。
智能模式动作流程:
切割过程:启动机器,先将刀架回原点,将锁管放置在台面上锁紧台面;设定好要切割的厚
度和长度;然后启动连续切割,机械就会自动切割管材,直到切完为止。
普通模式动作流程:
基本动作同智能模式相同,只需到本子高度点停止进行切割。
五、程序简要介绍
HMI程序


PLC部分程序:
运行动作部分

六、工程总结
1、此工程的所有动作都是基于伺服电机的控制,因此对运行的脉冲反馈处理很关键。充分体现了维控PLC在脉冲输出时和定位时的稳定性。
2、维控HMI操作简单,极大的方便了生产线比较长设备的操作。




 投诉建议
投诉建议
提交
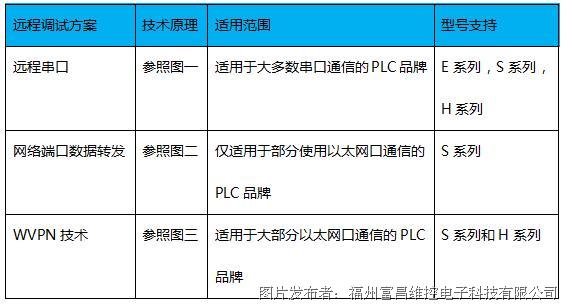
富昌维控电子:如何用物联网方式进行PLC远程穿透

新品|维控LX5V系列PLC,标配8轴高速计数器,就是快!

维控VD2:非同凡“响”、极速运行!
维控:新品首推 | 这款高性价比的PLC,你值得拥有!

维控ig物联网HMI崭新亮相,远程运维,轻松无忧!