


维控HMI和PLC在滚笼焊机上的应用
一、简介
钢筋笼主筋通过自动上料到分料架;分料架的主筋需人工穿过固定盘导管到达移动盘导管,并经过电动工具将主筋固定在移动盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及移动盘同步旋转且移动盘按照预先设定的速度(行走速度可根据操作工人的熟练程度经行调整)前进,同时进行焊接,从而生产出成品钢筋笼。
二、工艺要求
上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位。
三、机器特色
加工速度快: 正常情况下备料及滚焊部分3-5人一班,分二班作业,平均一小时就可以加工一个12米长的笼子。(过程包括备料、滚焊、卸笼,加强筋安装、不包括探测管安装、导向垫块安装等),对于高铁施工中1.6米桩的笼子曾经有日产75节9米的笼子(675米/天)的生产记录,工作效率非常高。
加工质量稳定可靠:由于采用的是机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,给下桩时钢筋笼的对接节约时间,另外焊点饱满均匀,钢筋笼质量坚固,不会在下桩过程的吊装中出现散架情况。产品质量完全达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,监理对机械化加工的钢筋笼基本实行了“免检”。
箍筋不需搭接,较之前作业节省材料8%,降低了施工成本。
由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。
四、方案
该控制系统采用维控人机界面LEVI102L,PLC主机采用LX3V-48MT+BD2AD2DA构成。
通过设定不同速度,达到两台伺服同步运行,一台伺服跟随运行。设备的同步和跟随精度要求比较高,对plc和伺服配合控制设备的安全稳定运行要求较高。
五、程序简要介绍
HMI程序

PLC部分程序:

六、工程总结
1、此工程使用维控plc的高速脉冲指令,速度和位置上都很精准,达到设备要求。
2、此工程使用模拟量输入BD板,模拟量检测非常精准,确保设备正常稳定运行。
3、此工程使用485通讯,对伺服命令的时间和稳定性非常好。
七、机器图片





 投诉建议
投诉建议
提交
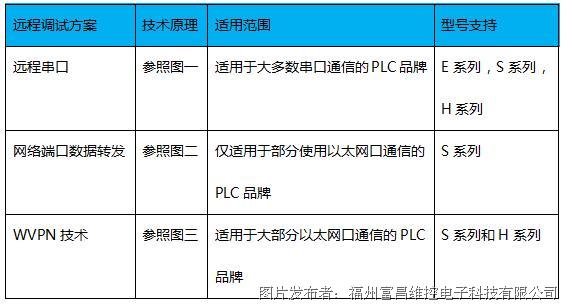
富昌维控电子:如何用物联网方式进行PLC远程穿透

新品|维控LX5V系列PLC,标配8轴高速计数器,就是快!

维控VD2:非同凡“响”、极速运行!
维控:新品首推 | 这款高性价比的PLC,你值得拥有!

维控ig物联网HMI崭新亮相,远程运维,轻松无忧!