


维控产品在工业门厂冷弯成型设备的应用
一、简介
工业门厂的新型冷弯成型设备,集数据处理、自动打孔、定长切断和产量统计于一身的新型设备,解决了之前老设备只能单一出一组中的一根,下组需人工计算并重新输入,造成人工及原材料的浪费的问题,降低了原料的浪费,节约了人工成本,提高了工作效率。

维控HMI+PLC的控制系统,解决了之前老设备有累计误差的问题,使用通讯控制变频器的速度,达到精确定位的效果,得到了客户的肯定。
二、工艺要求
1. 人工输入一组数据,可自动计算出相应的对称数据,单孔双孔自动分辨,可达到十组数据的预输入。

1. 对变频器及电机(无抱闸)进行控制,要求精确打孔及精确切断,误差控制在2mm以内,无累计误差产生。
2. 对数据进行智能化处理,后打孔的设备的空白料自动算在成品料中。
3. 对电机进行可靠操作,一定不要出现打孔时电机仍动作的错误,这样会造成模具破坏性的损坏。
4. 故障提示,产量自动统计。
三、方案
HMI:Levi系列700LK
PLC:LX3V-1616MR
距离检测:使用AB相编码器进行测距
电机控制:使用MODBUS-485通讯协议控制变频器的频率
四、程序简要介绍
HMI程序
1. 主画面:当前运行数据及报警提shi

2.参数设置:机械及电气参数

3.周长计算:计算编码器周长,这样的计算相对于用直径计算出来的周长来说精度更高。

4.工艺参数设定:只需设定一组数据中的上半段即可,最多可设定多达十组的数据。

5.数据记录:记录每次的产量。

PLC部分程序:
1.多变址寄存器的应用是多组数据输入的强大支撑


2.排序SORT、移位WSFR、搜索SER等指令的应用使得数据处理更加高效


3.多重逻辑控制使得控制更加可靠

4.读变频器频率参与控制使得控制可靠性更有保障

五、工程总结
1、多从生产工艺方面为用户考虑,如何消除累计误差是此工程的一个重点和难点
2、熟悉PLC的多种指令,使得数据处理显得非常方便,充分发挥HMI的数据记录功能,使整个系统更加人性化。
3、程序相对来说较多的情况,前期的程序规划显得非常的重要,良好的层次对于后期现场程序的调试及程序修改提供了很大的方便,这个程序由于前期没有分割成多个子程序来进行编写对现场调试造成了一定的麻烦,以后编写程序一定好做好前期的规划,包括程序的层次、寄存器(包括变址)使用的规划,这是这个程序中的不足之处。




 投诉建议
投诉建议
提交
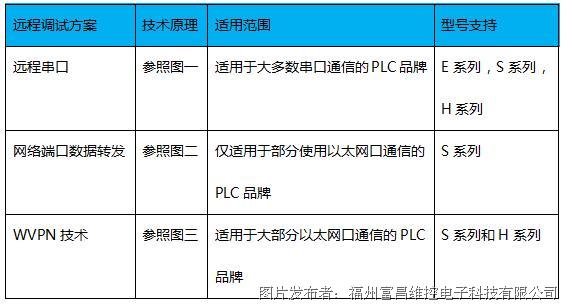
富昌维控电子:如何用物联网方式进行PLC远程穿透

新品|维控LX5V系列PLC,标配8轴高速计数器,就是快!

维控VD2:非同凡“响”、极速运行!
维控:新品首推 | 这款高性价比的PLC,你值得拥有!

维控ig物联网HMI崭新亮相,远程运维,轻松无忧!