


维控HMI和PLC在糕点注塑机上的应用
一、简介
糕点注塑机由两个伺服电机控制组成的,其中一个伺服电机控制摆盘停止的位置,另一个伺服电机控制下料的多少。因为有不同的摆盘因此采用了简单的改变速度的写法,因为磨具中有写微小的差别用距离算每次测量麻烦,就直接做成了靠时间的长短来控制位置和距离,更加的方便快速。设备大致分为3中样式,一种是长条的,第二种是多点形的,第三种就是小长条点型的。
二、工艺要求
设备要求能手动调节输送电机停止的位置,下次前进的距离以及下料伺服电机挤料时候的位置,和是否需要反转以及反转多少合适,这些参数都要可设,定位上要求精确,挤料之前开门和刀口在预先下来打开,方便下料。
三、方案
控制部分:
1、维控人机界面LEVI-700LK
2、PLC主机采用LX3V-1412MT
被控对象:
两个伺服电机。
四、程序简要介绍
客户手动设置预先停止的时间和需要的是一个什么样的模式,分成几段执行。程序自行进行数据的处理,算出合适停止的位置,配合伺服的性能进行控制。

参数设置完毕后,模式选择好,排数设置好,点击启动就可以开始工作了。支持4路高速脉冲输出,精度控制定位,模式切换选择的时候根据排数的比较进行后续循环动作的判断:看是直接输送(单排)还是接着走间隔的距离形成多点。


五、工程总结
1、该设备主要是通过PLSV指令控制伺服电机运行的速度和方向,在配合控制的时候伺服的刚性和齿轮比要设置好,不然机器的噪音和弹性较大,传送带那边的齿轮链条会不连贯,导致有误差,时间长运行下会有累计的距离误差。
2、PLSV指令在运行的过程中,不能有过快的频率,不然在运行中突然改变频率或者是停止输出的时候,不能及时的停下来会有过冲。




 投诉建议
投诉建议
提交
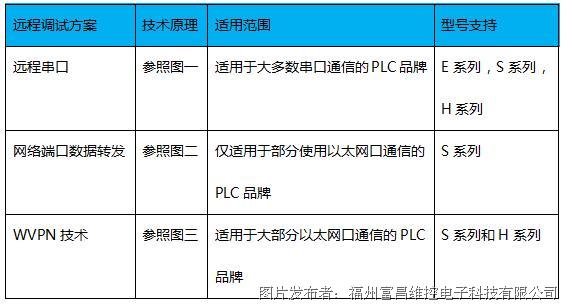
富昌维控电子:如何用物联网方式进行PLC远程穿透

新品|维控LX5V系列PLC,标配8轴高速计数器,就是快!

维控VD2:非同凡“响”、极速运行!
维控:新品首推 | 这款高性价比的PLC,你值得拥有!

维控ig物联网HMI崭新亮相,远程运维,轻松无忧!