


维控产品在折弯机辅助定长设备上的应用
一、简介
门厂折弯机的使用频率非常高,对折弯机折后的精确度要求非常严格,这就需要辅助设备来进行定长,既要保证精确度又要保证工作效率,还有满足随时更改的门工艺及工人对任意步的操作。

维控HMI+维控PLC+步进电机的的控制方案,解决了他们之前所购买的辅助设备功能单一的问题,这次的程序设计在第三轴的丝杠上做了自动补偿计算的功能,在每步都留有补偿窗口,方便特殊斜面的折弯工作,得到了客户的认可。
二、工艺要求
1. 控制前进后退的电机要同步运行,保证行走距离一致。

2. 最多12道工序,可设置少于12道,最后一道工序完成后,自动走到第一道待命。
3. 前进后退的电机要根据设定距离运行,每步两个机分别有补偿窗口(用于有斜度的工艺),每步要有等待时间,要有后退距离,可任意跳步运行。
4. 横向走行电机有带有计算补偿功能,用于补偿丝杠在安装时产生的倾斜误差,使电机1和电机2距离刀口的距离一致。
5. 对于每个工艺要可以保存配方,配方名可自定义。
三、方案
HMI:Levi系列700LK
PLC:LX3V-1616MT
行走控制:步进电机及驱动器
其他:按钮、接近开关等
四、程序简要介绍
HMI程序
1. 数据设置画面:各项数据设定

2.配方画面:用于配方储存及调用,组名可自定义

3.参数设置1:可分别运行电机1和电机2,占动及定长运行进行微调。

4.参数设置2:电机3的补偿设定,首先手动运行,测量相对应的参数,手动回中点可输入电机3欲行走的长度,电机3行走完成后自动启动电机1和电机2进行误差补偿运动。

5.运行画面:当前执行步为黑色,当前执行完成后,可任意选择其它步进行行走,当前未完成时,点击无效。

PLC部分程序:
1. 电机3的补偿运算,运用了几何中的比例计算方法

2. 自动运行:变址寄存器的应用,使程序更为简化,本次程序在调试时,后退、延时、补偿是后来补充的,如果没有使用变址寄存器,那么程序的编写任务量是非常庞大的

3.防止电机1与机2出现不同步的问题,进行了如下处理

4.可任意跳步及显示的梯形图
 五、工程总结
五、工程总结
1.这次程序的编写在初期打下了好的基础,即使在之前要求的基础上有新的扩展要求,可以很快的做出处理,提高了编程效率。
2.多分析工艺,开始就想以“数据设定”的画面加指示灯作为运行画面,可是不便于操作,后来因为操作的要求,添加了“运行画面”,使得画面显示直观更易于操作。
3.在电机设置原点、补偿、设手动操作等方面的设计要做到简单明了,比如开始的原点寻找方案需要设定多个距离,经过多次研究后只需要设定一个距离就可以,多余的运算在PLC中做,这样便于操作。
六、设备图片







 投诉建议
投诉建议
提交
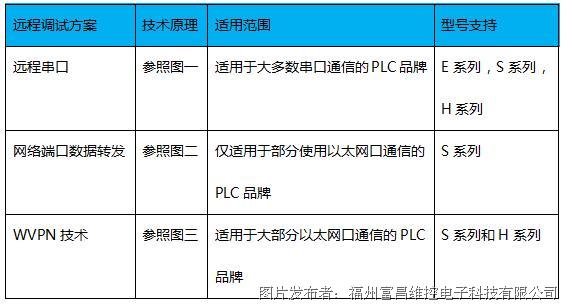
富昌维控电子:如何用物联网方式进行PLC远程穿透

新品|维控LX5V系列PLC,标配8轴高速计数器,就是快!

维控VD2:非同凡“响”、极速运行!
维控:新品首推 | 这款高性价比的PLC,你值得拥有!

维控ig物联网HMI崭新亮相,远程运维,轻松无忧!