


炮塔铣案例分享
炮塔铣机床,主要用于加工常见形状的机床。如:铣矩形槽、铣矩形外轮廓等等。
优点:操作方便、简单;价格便宜。
缺点:加工范围小;精度较低;加工出的形状较为固定。
操作方式:输入一些参数(如矩形的长、宽、高),便可以生成程序。
一、画面客制
客制画面中,除了基本画面的客制外,个人认为比较重要的,跟各位同仁分享。
1、修改控制器原本画面:
(1)将C:\DiskC\OpenCnc Shared\StdMMIRes中的Screen文件夹复制到,需要在C:\DiskC\OpenCnc Shared\OCRes中即可,通过EHMI来修改。
(2)控制器原本画面中有一些内容,是由内部程序写定的,不能修改其名字,否则无法显示。
2、开机画面的制作
(1)第一画面的制作:
①格式:大小800×600,保存类型24位位图(.bmp)
②名称:Bootcepc.bmp
(2)第二画面的制作:
①格式:大小800×470,保存类型24位位图(.bmp)
②名称:SB_logo.bmp
③存储路径:在C:\DiskC\OpenCnc Shared\OCRes\Common中建立Image文件夹,将图片放置其中即可。
二、路径规划
1、进退刀方式:直线和圆弧进退刀。
直线进退刀会在加工零件的轮廓表面留下可以摸到的痕迹。
直线退刀时,需要先将刀具脱离零件的轮廓加工表面,在进行提刀。
圆弧加工可以有效的避免在轮廓的加工表面上留下退刀痕迹,但是效率上会比直线的要低一些。
*进退刀方式:每一刀进退刀方式

2、型腔铣加工
进刀路线:第一刀采用的是螺旋线进刀
G03/G02 X Y R Z F
X、Z:圆弧终点座标;
Y:直线终点座标;
R:圆弧半径;
F:进给率。
3、加工方式:顺铣和逆铣。
顺铣:直观的解释,工件不动,刀具动:(1)刀具零件的左侧 (2)刀具远离人的方向
逆铣:与顺铣相反。
加工零件时,建议粗铣时,采用顺铣;精铣时,采用逆铣。
有利于提高零件表面的光洁度和精度。
三、程序分享
大部分的程序是关于零件加工的编写,就不跟大家分享了,主要跟大家分享下,程序叠加的做法。
理论上可以做到无限个程序叠加的,目前,个人能力有限无法做到N个程序的叠加。
叠加的要求:
(1)将选中的程序叠加在一起;
(2)先加工先选中的程序,再加工后选中的程序,按照顺序过来加工;
采用的方法:
(1)在画面中建立一个R值,不同的画面给这个R值赋不同的值(如外圆铣赋值为1,外方铣赋值为2,内腔铣赋值为3等)。
(2)编写MACRO,将画面中的R值中的数据赋给另一个R值,并把画面中的R值进行清零,后面的画面同样进行,并且进行排序。
(3)将要叠加的图形选完之后,调用主程序,根据所赋值,按照顺序调用子程序。
例如:

保存参数:给@107080赋值,并且调用编辑好的程序

切换程序:调用主程序。
程序:G1238部分程序:
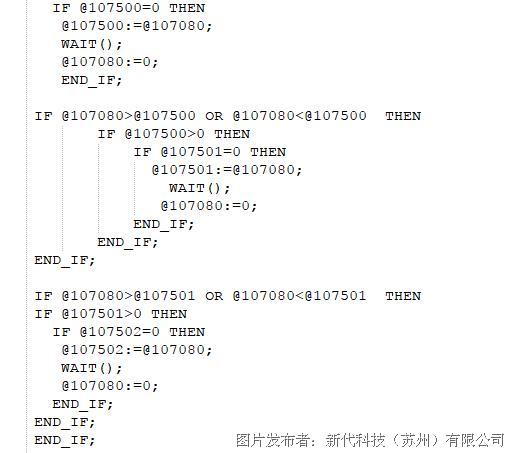
主程序:

更多资讯内容请访问:
http://bbs.syntecclub.com.cn/forum.php?mod=forumdisplay&fid=105
或关注微信公众号:





 投诉建议
投诉建议
提交

解密| 新代如何完成高阶的焊接工艺

新代邀您相约DMP大湾展

智能工厂利器 | Syntec Cloud远程中控功能
解密|稳定可靠电控解决方案

机器人+视觉+云端 | 智慧生产的正确打开方式