


维控HMI和PLC在涂装系统上的应用
2018/6/13 9:05:01
一、简介
该系统包含涂装工作所需的每个环节,紧密结合,工作高效。
二、工艺要求
启动后,风机、升降机、震动筛、静电电源、吸粉电磁阀、回收脉冲阀、粉房脉冲阀按时间先后顺序启动。
三、方案
该控制系统主要采用维控人机界面LEVI-102LK,PLC主机采用LX3V-2416MT和一个16EYT.
四、程序简要介绍
HMI设计
1、主画面
用于显示升降机当前位置和实时频率。

2、手动操作
各环节可单独启停。

3、参数设置

PLC程序设计
1.12个回收脉冲阀单个轮循启动。
通过变址,批量把触摸屏来的数据进行转浮点等处理。

2.输入滤波设置

五、系统图片


六、总结
本系统使用稳定高效,代替原有的手工或者半自动,极大提高了生产效率。
审核编辑(
王静
)




 投诉建议
投诉建议
提交
查看更多评论
其他资讯
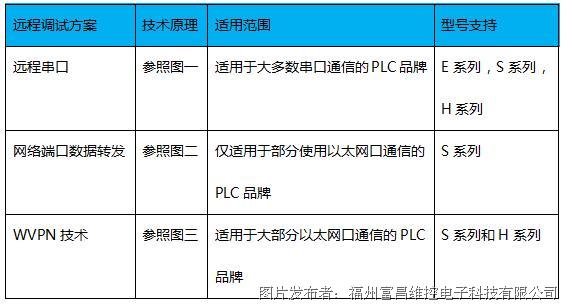
富昌维控电子:如何用物联网方式进行PLC远程穿透

新品|维控LX5V系列PLC,标配8轴高速计数器,就是快!

维控VD2:非同凡“响”、极速运行!
维控:新品首推 | 这款高性价比的PLC,你值得拥有!

维控ig物联网HMI崭新亮相,远程运维,轻松无忧!