


维控HMI和PLC单伺服追剪在压瓦机切断上的应用
一、简介
压瓦机是由放料、成型、后成型切割组成生产的机器,本程序主要介绍成型后通过模具进行冲孔和切断。PLC追剪冲切相对于原来的停切停冲方式大大提高了生产效率,相对于带追剪功能的伺服可以更方便的设置版型。
二、工艺要求
程序可以设置两种版型,如下图所示。两孔版型要求总长a可以设定,切口到孔的间距a1和a3可以在300mm到800mm范围内任意设定。三孔版型要求总长b可以设定,间距b1=b4、间距b2=b3,间距b1、b4可以在450mm到800mm范围内任意设定。设备丝杠长度550mm,切刀模具和冲孔模具间距277mm,切刀和冲孔完成一个冲孔或切断动作时间在0.6S,设备要求速度17m/min。

三、方案分析
该控制系统采用维控人机界面LEVI-700LK,PLC主机采用LX3VE-1412MT。
简要方案如下:根据客户要求速度17m/min,切刀或冲孔动作时间0.6S,需要的同步区要大于170mm
再加上切刀和模具间距277mm,不能做成追剪的每次回原点,需要多段追剪最后返回。
两孔动作顺序,如下图两孔速度位移曲线。第一段追剪切刀齐头。第二段等待到达要求的冲孔位置启动冲孔。第三段由于前两段已经到达丝杠的最大形成,需要返回一段距离。第四段到达第二个冲孔位置启动冲孔。第五段返回原点。两孔动作按照第一段到第五段周期运行。
三孔动作顺序,如下图三孔速度位移曲线。第一段追剪切刀齐头,第二段到达第一个冲孔位置启动冲孔,第三段返回一段距离,第四段达到第二个冲孔位置启动冲孔,第五段返回一段距离,第六段到达第三个冲孔位置启动冲孔,第七段返回原点。三孔动作按照第一段到第七段周期运行。
两孔速度位移曲线

三孔速度位移曲线
四、程序简要介绍
HMI程序:图1为运行的监控画面,图2为版型的选择设置,客户不需要了解PLC程序内部怎么设计只需要设置自己想要的版型就可以。

图 1

图 2

PLC程序:分为主程序,曲线生成,计算和动作控制。
主程序部分程序,电子凸轮指令。

曲线生成主要包括两孔版型生成曲线和三孔版型生成曲线。


五、工程总结
1、本程序可以满足客户的速度要求和版型要求并且误差在1mm以内。
2、画面程序简单不需要设置复杂的参数只需要设置简单的版型就可以。复杂的计算全部放到PLC里面进行处理。
3、通过PLC追剪冲切比原来的停止冲切大大提高了效率和精度。
4、PLC追剪控制系统比伺服本机带的电子凸轮更方便设置不同的版型不同的尺寸。




 投诉建议
投诉建议
提交
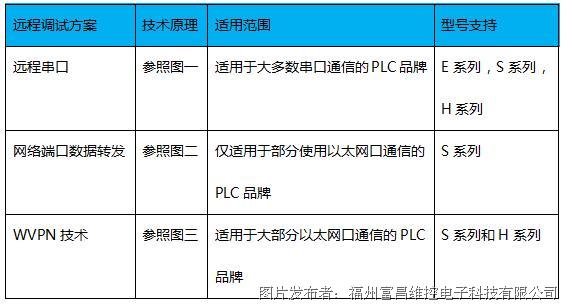
富昌维控电子:如何用物联网方式进行PLC远程穿透

新品|维控LX5V系列PLC,标配8轴高速计数器,就是快!

维控VD2:非同凡“响”、极速运行!
维控:新品首推 | 这款高性价比的PLC,你值得拥有!

维控ig物联网HMI崭新亮相,远程运维,轻松无忧!