


维控HMI和PLC在智能单端压着机上的应用
一、简介
台式全自动智能单端压着机是一种具有电动机、辅助气缸、扭线机构和出料机构的自动智能单端压着机,具有自动送线、自动检测(有无物料,是否卡料,气压检测等),自动灌装(前后剥线,扭线,中剥,打端子)等功能,适合各种线长,线径,线芯径,加工工艺的应用。
二、工艺要求


三、方案
该控制系统主要采用维控人机界面LEVI-700LK,PLC主机采用LX3V-1616MT-A模块LX3V-4PGA构成。
简要方案如下:分八个步进轴用于对线缆的送料,裁断,剥皮,搓线,出料等动作的配合工作,其中还配合这各种辅助气缸的动作来完成整个工艺流程.
四、方案优势
1.操作简单,功能强大,实现多档速度切换.
2.自动运算合适长度的线尾端子的长度,裁线长度剥皮精度高.
3.拥有配方记忆功能,对加工过的工件进行直接的参数调用,系统的核心控制器采用拥有多轴高速脉冲输出的维控PLC,控制4个步进,使系统更加可靠和稳定
4.各种加工模式可进行自由切换,适应能力强可以面向广大的用户群体.
5. 运行前自动判断当前是否在原位,是否需要首次启动前自动位.
6.工作效率高,更大的挺高用户的生产需求.
五、程序简要介绍
HMI程序:该画面主要显示系统的当前运行状态,产品裁线数据,,加工速度档位,当前产量等数据设置及显示,及各模式的手自动切换。

HMI程序:该画面主要显示系统的当前的模式选择,产品加工所需工艺,,和报警检测是否启用,当前工件所需的辅助功能等设置及显示.

HMI程序:该画面主要显示系统的当前的辅助气缸的动作延时等数据的设置和显示

HMI程序:该画面主要显示系统的当前的所有轴的当前位置和最大行程设定,最大速度设定,各轴的加减速时间,细分等数据的设置和显示

PLC部分程序:
各轴工位数据计算程序

启动自动识别,前原点识别,和启动的控制流程。

LX3V-4PG模块的系数的读取和设定。

六、工程总结
1、该系统适应各种工作环境和各种用户需求,面向广大用户群众,精度高效率高。
2、系统的控制程序中拥有数据记忆,和模式切换系统的核心控制器采用拥有多轴高速脉冲输出的维控PLC,控制8个步进,使系统更加可靠和稳定。
七、工程视频及机器图片







 投诉建议
投诉建议
提交
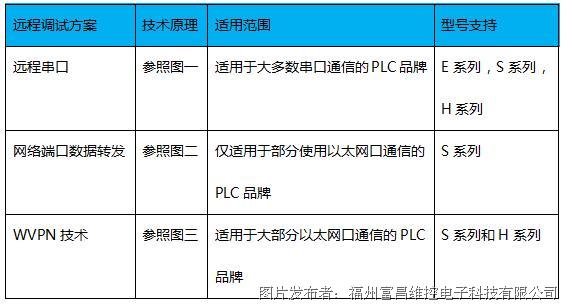
富昌维控电子:如何用物联网方式进行PLC远程穿透

新品|维控LX5V系列PLC,标配8轴高速计数器,就是快!

维控VD2:非同凡“响”、极速运行!
维控:新品首推 | 这款高性价比的PLC,你值得拥有!

维控ig物联网HMI崭新亮相,远程运维,轻松无忧!