


高柔SS加减速曲线在锂电池焊接中的应用



常见运动曲线分为梯形速度曲线和S形速度曲线两种。在此基础上,正运动还推出了另一种速度曲线:SS速度曲线。
1.梯形速度曲线

2.S形速度曲线

3.SS速度曲线

梯形速度曲线只有匀加速、匀速和匀减速三个阶段。而S形曲线由于对加减速阶段进行了平滑,因此可分为7个阶段,如下图,S曲线的作用范围是T1、T3、T5、T7;SS曲线的作用范围也相同,区别在于SS曲线的加速度变化更为平缓。

mode:模式选择


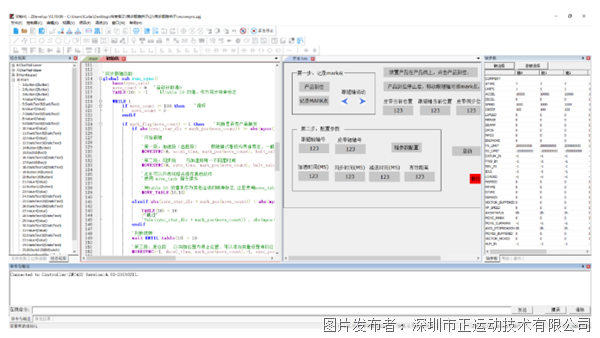
2.使用例程

(1)VP_MODE设置为模式0,以单轴运动为例。


(2)VP_MODE设置为模式4,以多轴直线插补运动为例。
注: 由于该运动为插补运动,轴0为主轴,因此速度及加速度曲线看主轴即可。 VP_ACCEL数据源需通过手动输入,采集S曲线和SS曲线下的加速度值的变化。

(3)VP_MODE设置为模式6,以多轴直线插补运动为例。
当VP_MODE设置为模式6时,只对减速阶段进行平滑。当加速阶段没有设置S或SS曲线时,则加速度上电瞬间便达到最大值,以设定的加速度运动。当减速阶段设置了SS曲线,由下图可知,对加速度曲线进行了平滑减速,使得运动在减速阶段过渡更为自然平滑。
该模式适用于连续插补场合,保证运动平稳的条件下,提高效率。

(4)VP_MODE设置为模式7,以锂电池行业的跑道轨迹加工运动为例。


(5)以下是未设置SS曲线的速度曲线图。


(6)视频讲解。
正运动技术专注于运动控制技术研究和通用运动控制软硬件产品的研发,是国家级高新技术企业。正运动技术汇集了来自华为、中兴等公司的优秀人才,在坚持自主创新的同时,积极联合各大高校协同运动控制基础技术的研究,是国内工控领域发展最快的企业之一,也是国内少有、完整掌握运动控制核心技术和实时工控软件平台技术的企业。主要业务有:运动控制卡_运动控制器_EtherCAT运动控制卡_EtherCAT控制器_运动控制系统_视觉控制器__运动控制PLC_运动控制_机器人控制器_视觉定位_XPCIe/XPCI系列运动控制卡等等。




 投诉建议
投诉建议
提交
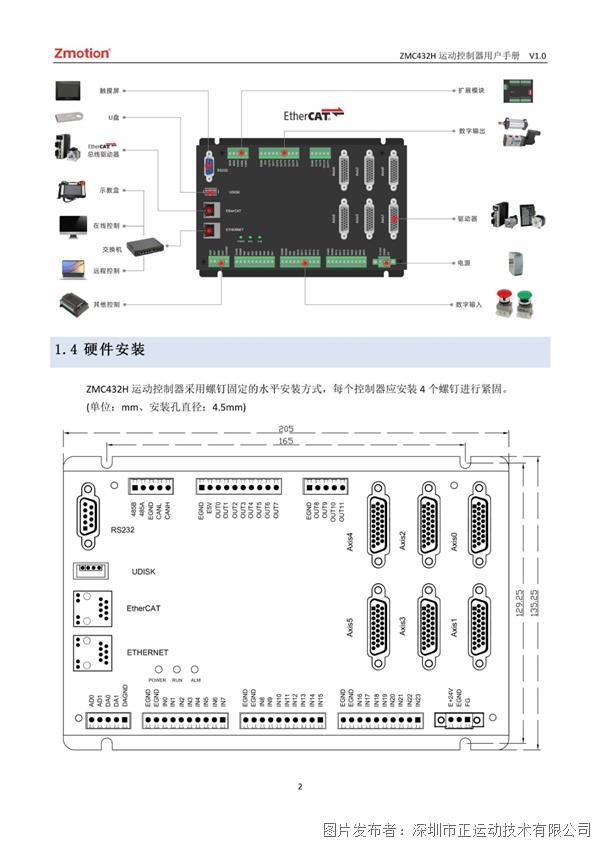
正运动全国产EtherCAT运动控制器ZMC432H用户手册
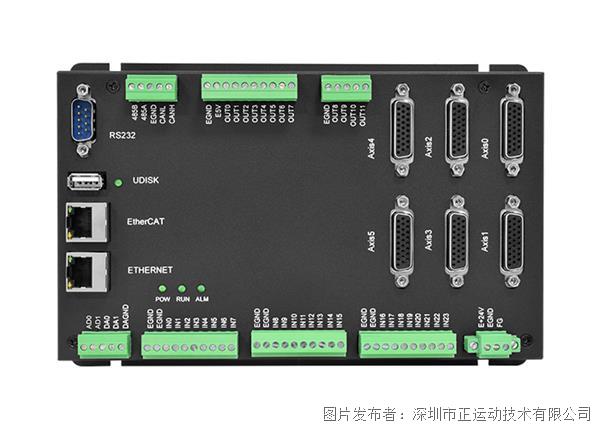
正运动全国产EtherCAT运动控制器ZMC432H
正运动技术运动控制器如何快速实现单轴/多轴同步跟随功能?
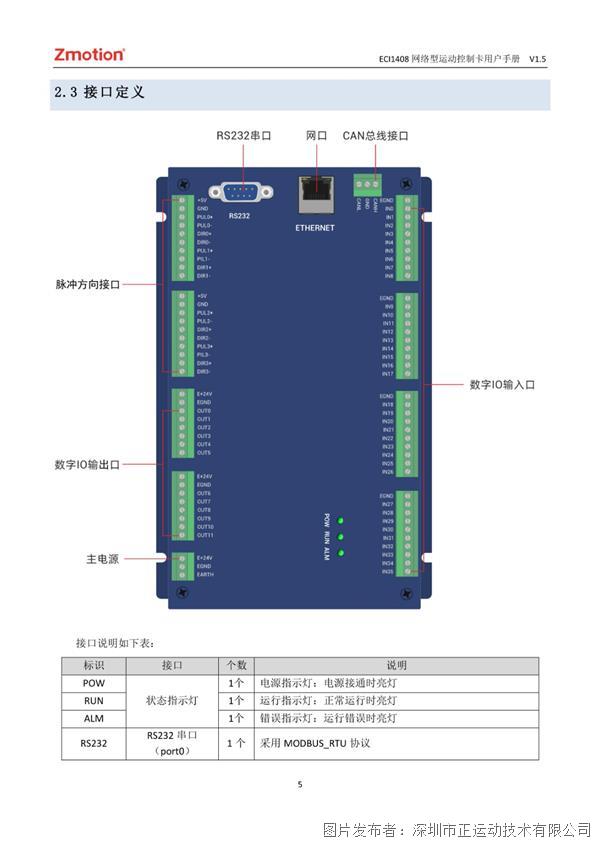
正运动ECI1408运动控制卡用户手册
正运动机器视觉运动控制一体机VPLC710