


双摆头中的巧妙设计和应用
2012/10/17 16:18:49
随着现代制造技术的发展,五轴联动数控机床得到越来越广泛的应用。3+2五轴配双摆头是其中一种重要形式,两坐标A+C形式双摆铣头,C轴的回转中心、A轴的回转中心、主轴中心(刀具中心)之间,在装配过程中都会有或多或少的间隙,这就需要使用相应的工具将其之间的值测出,写入数控系统RTCP刀尖编程功能和供编程人员使用。如果在装配环节中,我们能消除这些值,使其全部为零,那么将大大的简化编程人员的工作量。
C轴的回转中心和主轴中心重合
设计思路
在主轴下方增加一个带锥度的圆垫,通过旋转圆垫,使C轴回转中心与主轴回转中心平行。此时固定锥度圆垫,再增加一个内孔与外圆偏心的圆垫,通过旋转圆垫,就可以将C轴回转中心与主轴回转中心平行的距离消除,达到C轴的回转中心、主轴中心重合的目的。
具体操作:
(1)锥度圆垫调整:松开主轴断面紧固螺钉,用3mm内六方扳子顶住箭头中的孔,用铜棒轻轻敲击,使其旋转,调整后,锁紧主轴端面螺钉,进行测量,观察C-45°和45°数值,若数值不相等,继续重复上述步骤,当两者相差为0时,用记号笔标记出垫与主轴壳体的相对位置,注意:若垫旋转50°,两者差值还没有达到0.005mm以内时,此时就需要对垫进行换槽处理(如图1所示)
C轴的回转中心和主轴中心重合
设计思路
在主轴下方增加一个带锥度的圆垫,通过旋转圆垫,使C轴回转中心与主轴回转中心平行。此时固定锥度圆垫,再增加一个内孔与外圆偏心的圆垫,通过旋转圆垫,就可以将C轴回转中心与主轴回转中心平行的距离消除,达到C轴的回转中心、主轴中心重合的目的。
具体操作:
(1)锥度圆垫调整:松开主轴断面紧固螺钉,用3mm内六方扳子顶住箭头中的孔,用铜棒轻轻敲击,使其旋转,调整后,锁紧主轴端面螺钉,进行测量,观察C-45°和45°数值,若数值不相等,继续重复上述步骤,当两者相差为0时,用记号笔标记出垫与主轴壳体的相对位置,注意:若垫旋转50°,两者差值还没有达到0.005mm以内时,此时就需要对垫进行换槽处理(如图1所示)

(2)偏心圆垫调整:松开主轴端面紧固螺钉,用3mm内六方扳子顶住箭头中的孔,用铜棒轻轻敲击,使其旋转,调整后,锁紧主轴端面螺钉,按步骤进行测量,观察C0°、C180°数值(如图2所示)。若数值不相等,继续重复上述步骤,当两者相差值为0时,注意观察下面垫作的标记,若未重合,则需要回复先前状态。

C轴的回转中心和A轴的回转中心重合
调整方法和上面类似,这里就不一一叙述了(如图3所示)。
通过这两种垫的巧妙结合应用,增加双摆头的调整环节,成功的消除双摆头C轴的回转中心、A轴的回转中心、主轴中心(刀具中心)之间的相互间隙。使之中心线处处重合,对提高装配质量、简化后置处理难度都有极高的实际意义。





 投诉建议
投诉建议
提交
查看更多评论
其他资讯

维宏股份:专注自身,匠心打造国产高端数控系统

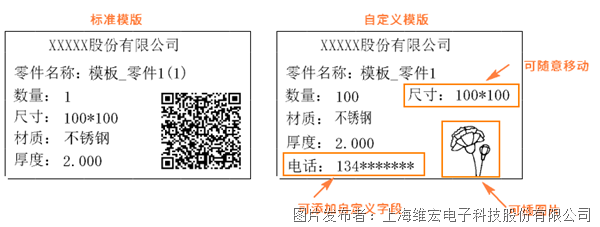
维宏系统丨解锁门墙柜一体更高的定制需求
年中福利大放送丨维宏618激光节钜惠来袭
WiseCAM平面套料2.3.0全新升级!助力您高效工作!
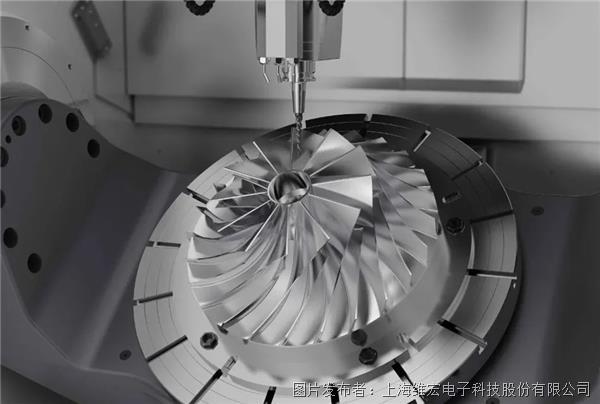
高速高精,硬核制造 | 维宏五轴加工中心方案