


观 IA-BEIJING 展——看康耐视机器视觉如何炼就“火眼金睛”
5月13日-5月15日,2015 北京国际工业智能及自动化展(即IA-BEIJING)正式召开,随着2011年德国汉诺威展会上提出的工业4.0概念以后,中国制造业也开始走向“智能 化”发展。“智能化”的实现过程中,与关键环节相关的行业——机器视觉,起着至关重要的作用。

机器视觉的应用正越来越多地代替人工去完成许多工作,这在很大程度上提高了生产自动化水平和检测系统的智能水平,助力中国工业的转变。此次展会设置了全新的机器视觉主题,康耐视的展会亮相同样吸引了来自各行各业的专业观众。

图左为Insight Micro 图右为Insight相机 >>了解关于该系列产品的应用案例

图左为VC5,图右为DS1000
康耐视在自身优秀产品的支持下,提供了许多完整可靠的解决方案,帮助企业实现高精高效的低成本自动化生产,让企业轻松解决难题,收获惊喜。
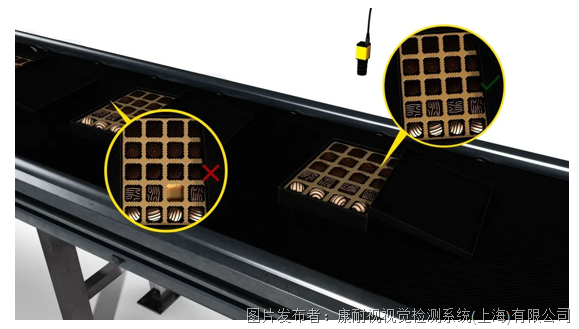
In-Sight视觉系统:检测汽车空调LED按键灯的“火眼金睛”
南京奥联汽车电子电器股份有限公司(以下简称奥联公司)是一家研发设计、生产销售汽车电子电器零部件的国家级高新技术企业。按照标准规范,为保证产品质量,奥联公司需要对其所生产的汽车零部件上的LED按键灯和RGB颜色,进行准确的识别和检测。
过去,奥联公司对LED按键灯的生产检测是一个工位,需要3位操作工人进行装配及检验测试。操作工人通过目视来检测LED灯颜色是否有差异(颜色值无法判断)和每个LED灯的亮度是否平衡。
此工位的难度是:当产品通电检测LED亮度及RGB值时,人工检测很容易使眼睛疲劳,员工无法准确识别,从而导致误判,造成产品不合格率较高。这种人工检测方式有很大的弊端,即无法与上位机和PLC进行通讯,也连接不到数据库,这就导致检测效率极低,误检率大大提高。因此,奥联公司决定进行技术改造,引入先进的视觉技术,以提高自动化生产水平。
奥联公司发现In-Sight视觉系统具有强大的定位工具、独特的颜色识别功能和图案匹配技术等优点,只要被检测产品在其视野范围内,则均能灵活处理。
In-Sight视觉系统需要将之前定义好的一些区域的特殊结果值,有序的通过以太网TCO/IP协议发送至客户PC上接受软件,然后进行处理。由于检测目的是对灯颜色的光学分析,需要测出颜色的RGB值,所以需要排除外界光线对检测的干扰、产品光线较弱等因素,因此要求检测在暗箱中进行(如图1所示)。

图1
In-Sight视觉系统使用的主要检测工具及通讯演示如下:

图2
先用PatMax工具搜寻一个可靠图案作为定位器,以图2中较大的红色圆圈的图案作为定位器(有十字架标记),然后当产品位置发生变动时,其它检测验收的工具都跟踪定位器找到的图案移动,而不至于找不到要检测的区域。
图2中红色小圆圈内会分别有一个更小的蓝色圆圈,那是对不同颜色区域的检测工具,它们将在图案中跟踪定位器一起运动,始终检测定义好的颜色区域。只要在视野范围内都可以随意变动产品位置。
以上检测难点是:在测试颜色RGB值时,没有一个标准定义的色标值,所以工程师在对颜色检测之前,用一张白色纸张,对相机进行白平衡调整,这个方法有助于颜色检测;In-Sight视觉系统能够精准的检测出在画图工具中提取出来颜色的值,并且判断相机检测结果值与画图工具中的值是否相符合。
“我们在设备台上使用了In-Sight视觉系统后,In-Sight视觉系统均出色地完成了颜色识别及按键防错的工作,检测率高达99.8%。”奥联公司的现场工程师说道,“LED灯亮度颜色差异不明显,人眼无法辨识和定位,而In-Sight视觉系统能够轻松地解决这些问题。”
“In-Sight视觉系统带给我们极大的惊喜,它甚至在对比度非常低的情形下,也能在可控公差范围内检测出准确有效的RGB颜色值。”他强调,“In-Sight视觉系统全面解决了人工检测的误判问题,从而提高了公司生产线的效率和产量。



In-Sight视觉相机在工装设备台上面安装到位触发相机进行检查。




 投诉建议
投诉建议
提交
智造之选|AI助力食品饮料制造商提高运营水平
把好叠片检测质量关,康耐视助力提升叠片机生产效率

精“医”求精 | 六大方案让医疗设备生产无忧

康耐视推出物流业高速视觉通道

康耐视IN-SIGHT 2800 视觉系统