


客户案例 | 自动化三维测量技术应用于大型塑料部件的生产控制
一脉相承的灵活性和理念体系
Coko-Werk GmbH g co.KG在注塑成型领域耕耘已久。Coko公司成立于1926年,以独树一帜、牢不易破的产品——赛璐珞发梳起家。20世纪80年代中期,Coko为著名的Commodore Amiga公司生产电脑外壳。
现在,这家注塑成型公司是塑料制品的系统供应商,专门从事大型部件的生产。Coko在其位于德国Bad salzuflen的研发和创新基地使用ZEISS ScanBox光学三维测量机,以确保对生产过程进行有效的质量控制。
Coko是提供各种制造方法的一站式供应商
Coko在德国、波兰和土耳其等国家的四大基地设有大型工厂和设备,可生产重达10 kg的小型、中型和大型注塑件,并能装配复杂配件。Coko的QAVQM主管Andreas spilker提到:“我们为汽车、白色家电、加热和气候控制、医疗技术和工业领域制造产品。”
如此广泛的产品种类需要采用不同的制造方法——注塑、装配和涂装,才能生产出多种多样的部件。在某些情况下,部件还需采用电镀或移印工艺冲压。装配流程全自动化,使用机器人进行操作。Andreas Spilker强调说:“为了取得竞争优势,Coko不断提高自动化程度,尤其是在大型部件方面。

光学三维测量可减少启动时间并确保质量
汽车工程是Coko在Bad Salzuflen的核心业务之一。多用途运载车的挡泥板等部件由一台闭合力为2400吨的机器生产。Coko还为多家原始设备制造商(OEM)制造了大量前照灯壳。
该公司凭借丰富的经验,确保在短时间内掌握并开展这些注塑件的扩产和制造流程自动化。同时,公司专家利用了ZEISS光学三维测量系统并从中获益。全现场测量结果让首件检验和目标模具校正的速度更快,从而缩短了生产周期。
Coko计量部门主管Andre Gromann说:“自2020年以来,我们一直使用ScanBox对生产和制造过程进行有效的质量控制。”光学三维测量机配备了工业级高精度三维扫描仪,通过在两个工作区内执行非接触式扫描来检验部件的整个表面几何形状。“在进行形状和尺寸分析时,三维扫描获取的实际坐标会在检测软件中与图纸数据相匹配,或直接与CAD数据集进行匹配。”

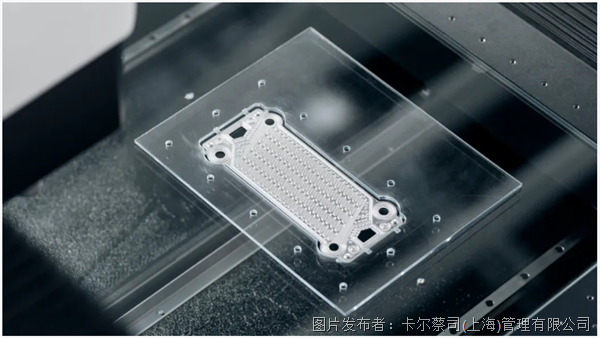
▲ScanBox使用ATOS 5X测量头对挡泥板等尺寸较大、颜色较深的部件进行数字化处理
多部件夹具提高了产量并提供了制造灵活性
Coko的计量工程师需要在短时间内检验尽可能多的部件,以确保能够根据需要启动纠正措施。由于部件数量庞大,自主开发的夹具至关重要。
挡泥板使用基于3-2-1原理的标准夹具进行数字化处理。Coko计量主管Andre Gromann解释道:“在这项测量工作中,我们使用了多部件夹具作为测量夹具,以提高产量。”由于使用了多部件夹具,可同时扫描两个挡泥板。该设备不仅提高了产量,还为计量工程师带来了更大的灵活性。Andre Gromann对此非常满意:“我们不再需要额外的储存空间来存放另一个又大又重的夹具,装卸起来更加方便,而且降低了成本。”
在系列检验中,测量工作通过ScanBox简单明了的Kiosk界面启动。测量和检验程序作为模板存储在虚拟计量室中。用户可以在Kiosk模式下进行访问。操作人员在表单中输入姓名,选择项目模板,输入检验任务编号,然后启动扫描。检验过程非常短暂,检验结果随后会自动迁移到Coko的CRQ系统中。

▲ Andre Gromann为ScanBox开发的夹具可同时测量多个部件
通用夹具可缩短安装时间并优化测量速度

部件尺寸从几厘米到几米不等,且种类繁多——在注塑成型领域,测量系统需要在短时间内检验各种不同的模具和部件。ScanBox的两个工作区可以独立操作。例如,计量工程师可以在右侧工作区扫描两个挡泥板,同时在左侧工作区其自主开发的通用夹具上对多个小型部件进行数字化处理。
Andre Gromann说:“这种塔状通用夹具采用笼式结构设计,可确保尽快调整多种部件,并缩短安装时间。”他补充说:“一个夹具可配备八个检测工位。为了避免与已经校准过的定位装置相混淆,定位销的间距有所不同。”对于小型部件,可从通用夹具的前端或后端安装对于较大、较重的部件或定位装置,则不必围绕旋转台费力搬运。旋转台可以旋转至任意方向,以便从正面装载。
ZEISS INSPECT在产品开发过程中至关重要
无论是首件检验还是系列检验:每个测量项目都是在测量区的离线工作站上进行规划和准备的。Coko使用ZEISS INSPECT软件进行详细的三维数据评估。Coko的计量工程师Bjǒrn Sonters解释道:“在检查前照灯壳时,我们通常会测量直径、圆柱度和位置偏差。”他还补充道:“我们特别关注定位点系统(RPS)对齐和点对点评估。
GD&T评价在塑料注塑成型领域也非常重要。借助ZEISS INSPECT,可以轻松验证形状误差是否在允许范围内。Biǒrn Sonters解释道:“误差一目了然。如果前照灯座稍有偏差,在某些情况下就无法安装。
Coko在整个产品开发过程(PDP)中都使用了ZEISS INSPECT软件并以此与客户沟通——事实证明,使用三维数据非常有说服力。三维数据可以迅速显示产品可行性。在PDP后续阶段,用户可以在软件中设置趋势项目,以执行检验循环。全场三维数据易于理解,并显示了改进过程中取得的成果。在数字化装配过程中,前照灯壳的检验工作更为复杂。用户可以模拟各种装配方向、变更装配要求或提出新的装配想法。可视化功能可帮助工程师在图纸上调整尺寸,以确保设计出的前照灯正常运作。

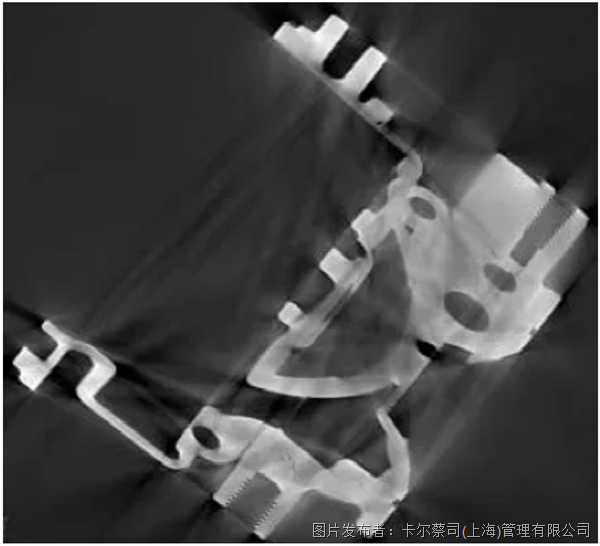
▲ZEISS INSPECT可以通过对比部件表面直观地看到隐藏的缺陷

▲借助数字化装配功能,Coko的计量工程师可以用数字化手段集中将各个部件装配起来。由此,其他生产地的部件也能得到装配
虚拟装夹、批量检验和自动装载技术引领未来
为了加快测量过程,Coko的专家目前正在探索三种技术:自动装载ScanBox的批处理系统、通过计算机断层扫描分析整个部件缺陷和装配情况的批量检验以及虚拟装夹。
ZEISS INSPECT的虚拟装夹选项可模拟装夹部件,并可根据实际部件在自由状态下的数据计算其在装夹状态下的数据。计量工程师们希望,通过使用他们自主开发的新型夹具,可以节省更多时间。
Coko已开始将这项技术深度融入其生产过程。Coko QA/QM主管Andreas Spilker指出:“这种融合需要快速、可靠和高效的测量系统。”他还补充道:“当然,我们希望监督生产过程,确保取得合格的结果;而且最重要的是,速度要快。”





 投诉建议
投诉建议
提交

叮!解锁质量保安如何守护数据中心 – AI服务器
ZEISS scatterControl-革新去散射伪影技术,迈向图像质量新纪元

【光学案例】考古文物的数字孪生模型如何获取?
集测量和检测于一体的多功能影像测量系统--蔡司O-INSPECT duo
蔡司软件 | ZEISS INSPECT Airfoil 为高标准行业提供解决方案